Charakterystyka technologii ocynkowania i jej wariantów
Ocynk działa inaczej niż typowa powłoka malarska. Cynk jest warstwą poświęcalną: nawet gdy pojawi się rysa i stal lokalnie „wyjdzie” na wierzch, cynk potrafi przejąć korozję na siebie dzięki ochronie elektrochemicznej. W praktyce to właśnie ta cecha odróżnia ocynk od samej farby, która chroni głównie jako bariera. Jeśli bariera zostanie przerwana, stal zaczyna rdzewieć w miejscu uszkodzenia.
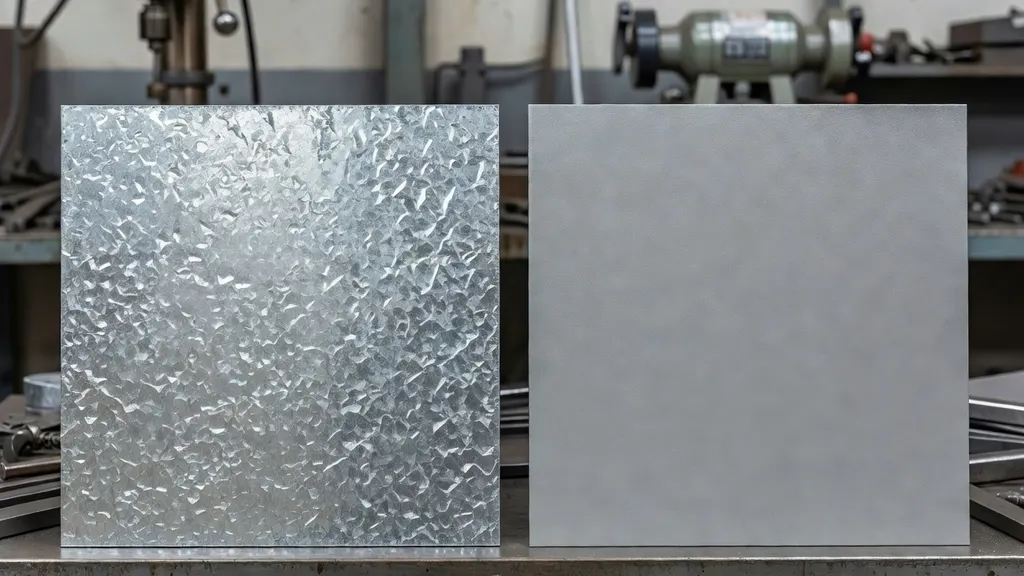
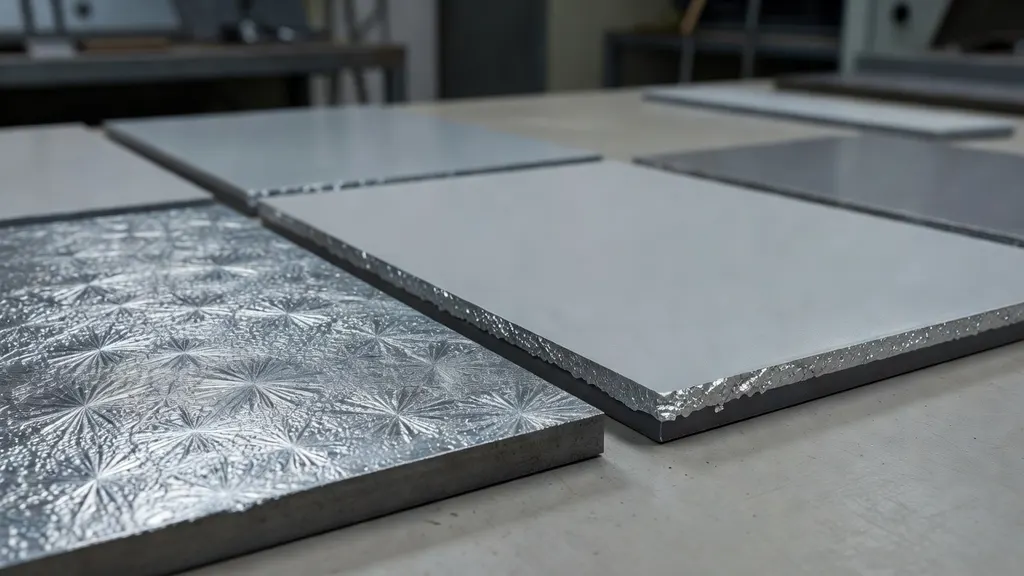
Ocynk ogniowy polega na zanurzeniu elementu w kąpieli ciekłego cynku. Powłoka jest gruba, związana metalurgicznie ze stalą i odporna na warunki zewnętrzne. Typowe grubości mieszczą się w zakresie 50–150 mikrometrów, zależnie od składu stali, grubości detalu i przebiegu procesu. Po wyjęciu z cynku powierzchnia bywa nierówna, z widoczną strukturą krystaliczną i miejscowymi zgrubieniami, szczególnie przy spoinach i krawędziach.
Ocynk galwaniczny powstaje przez osadzanie elektrolityczne. Daje cieńszą i gładszą powłokę, często 5–25 mikrometrów. Ten wariant lepiej sprawdza się w detalach drobnych i precyzyjnych, gdzie liczy się wymiar i wygląd, ale sam w sobie jest słabszą ochroną na zewnątrz niż ocynk ogniowy. W środowisku wilgotnym i zasolonym cienka warstwa zużywa się szybciej, a naprawa bywa kłopotliwa, bo stal jest już „pod spodem”.
Geometria elementu decyduje o tym, czy ocynk będzie równy i ciągły. Zamknięte profile wymagają otworów technologicznych do odpowietrzenia i odpływu cynku; bez tego rośnie ryzyko niepełnego pokrycia, nadlewek lub deformacji termicznych. Spoiny muszą być szczelne i oczyszczone z żużla oraz porów, bo cynk potrafi „wciągnąć” zanieczyszczenia w powłokę. Na produkcji często widać, że dwie pozornie identyczne ramy po cynkowaniu wyglądają inaczej, bo jedna miała lepiej poprowadzone spawy i sensowniej przygotowane otwory.
Charakterystyka lakierowania proszkowego jako metody wykończeniowej
Lakierowanie proszkowe to metoda wykończeniowa oparta o nanoszenie naelektryzowanego proszku na uziemiony detal i utwardzanie w piecu. Po wygrzaniu proszek topi się, rozpływa i sieciuje, tworząc zwartą powłokę. Typowe grubości to 60–120 mikrometrów w jednej warstwie, a systemy dwu- lub trzywarstwowe budują większą grubość, ale wymagają dobrej kontroli procesu i czystej linii.
Powłoka proszkowa działa głównie jako bariera. Jej odporność mechaniczna, chemiczna i na UV zależy od rodzaju żywicy i dodatków. Jedne systemy dobrze znoszą słońce i deszcz, inne trzymają parametry w kontakcie z chemikaliami, ale na zewnątrz kredowieją. W zastosowaniach przemysłowych różnica między „ładnie wygląda” a „trzyma kilka sezonów bez niespodzianek” wynika z doboru systemu i przygotowania podłoża, nie z samej nazwy technologii.
Najczęściej spotyka się proszki epoksydowe, poliestrowe i hybrydowe. Epoksyd dobrze trzyma się metalu i ma dobrą odporność chemiczną, ale na UV szybko traci wygląd, więc nadaje się do wnętrz, szaf, osłon i elementów maszyn. Poliester jest standardem na zewnątrz, bo lepiej znosi promieniowanie i warunki atmosferyczne. Hybryda epoksydowo-poliestrowa bywa kompromisem do wnętrz i umiarkowanych warunków, gdy liczy się wygląd i łatwość nakładania, a ekspozycja UV jest ograniczona.
Przy proszku przygotowanie powierzchni jest kluczowe. Odtłuszczanie i obróbka wstępna decydują o przyczepności, a ta wprost przekłada się na odporność na odpryski i podchodzenie korozji pod powłokę. Zdarza się, że detal po spawaniu wygląda czysto, a mimo to farba później „odchodzi płatami” od strefy przy spoinie, bo został film z oleju, pył po szlifowaniu lub resztki środków antyodpryskowych. W lakierni takie rzeczy wychodzą szybko.

Różnice funkcjonalne: odporność na korozję, uszkodzenia i warunki pracy
W środowisku wewnętrznym proszek często wystarcza, o ile nie ma stałej wilgoci i agresywnej chemii. Ocynk w hali też działa, ale jego przewaga jest mniejsza, bo brak deszczu i cykli mokro-sucho spowalnia korozję. Na zewnątrz przewaga ocynku, szczególnie ogniowego, jest bardziej widoczna. Tam nie da się uciec od wody, zabrudzeń i pracy na krawędziach, gdzie farba bywa cieńsza.
Sól drogowa i zanieczyszczenia przemysłowe to trudne warunki dla samej powłoki barierowej. Jeśli proszek dostanie punktowe uszkodzenie, wilgoć wchodzi pod powłokę i korozja potrafi rozchodzić się „pod skórą”, tworząc purchle i odspojenia. Ocynk reaguje inaczej: cynk się zużywa, tworzą się produkty korozji cynku, ale stal dłużej pozostaje zabezpieczona. W praktyce widać to na elementach przy jezdniach: pierwszy problem przy samym proszku to odprysk i szybkie podchodzenie rdzy.
Odporność na uderzenia i ścieranie zależy od grubości, elastyczności i przyczepności. Proszek jest twardszy niż wiele mokrych farb, ale przy ostrym uderzeniu może odprysnąć. Ocynk ogniowy lepiej znosi obicia w transporcie i montażu, bo jest „metaliczny”, choć też da się go uszkodzić mechanicznie. Różnica jest w konsekwencjach: odprysk proszku odsłania stal, a odprysk w ocynku często nadal pozostawia cynk w pobliżu, który ogranicza rozwój rdzy.
W czasie degradują się oba systemy, tylko w inny sposób. Ocynk matowieje, szarzeje i nierównomiernie się „wypłukuje” w zależności od ekspozycji. Proszek starzeje się optycznie: spadek połysku, kredowanie, przebarwienia, a przy problemach z przyczepnością także łuszczenie. Na konstrukcjach widać też typową słabość farby na krawędziach i ostrych narożach. Tam warstwa jest cieńsza i szybciej puszcza.
Estetyka i możliwości wykończenia powierzchni
Ocynk ma wygląd, którego nie da się „wygładzić” samą kontrolą procesu. Struktura po cynkowaniu ogniowym jest zmienna, od srebrzystej i błyszczącej po szarą i matową, z przejściami i zaciekami. Dla elementów technicznych to nie problem, ale przy realizacjach ekspozycyjnych bywa to punkt sporny, bo partie potrafią różnić się od siebie. Po cynkowaniu galwanicznym powierzchnia jest równomierniejsza, ale ochrona na zewnątrz jest ograniczona grubością.
Proszek daje dużo większą kontrolę wyglądu: kolory, stopień połysku, drobne struktury, maty, półmaty. Powtarzalność jest realna, gdy podłoże i proces są stabilne. W lakierni od razu widać, czy detal był dobrze wyszlifowany i czy spawy były prowadzone równo, bo proszek tego nie ukryje. Cienka warstwa nie „zalewa” nierówności jak gruba szpachla. Powłoka je tylko podkreśli.
Stan podłoża ma bezpośrednie przełożenie na finalny efekt. Zgorzelina walcownicza, rysy po szlifowaniu i pofalowane spoiny przechodzą na wierzch. Na balustradach i ogrodzeniach to widać od razu. Krótko mówiąc: proszek jest bezlitosny dla przygotowania, a ocynk ogniowy potrafi wizualnie „złamać” drobne niedoskonałości, ale w zamian daje własną, nie zawsze akceptowaną fakturę.
Dopasowanie do zastosowań ekspozycyjnych często kończy się wyborem proszku albo układu łączonego. Na siatkach i konstrukcjach technicznych sam ocynk bywa preferowany, bo nie ma wymagań kolorystycznych, a liczy się odporność. Przy detalach, które mają wyglądać równo i trzymać kolor, sama farba proszkowa ma sens głównie tam, gdzie środowisko nie jest agresywne lub gdy przewidziano regularną konserwację.

System duplex (ocynk + lakierowanie proszkowe) jako rozwiązanie łączone
Duplex łączy dwie logiki ochrony: cynk daje zabezpieczenie elektrochemiczne, a proszek dokłada barierę i estetykę. Jeśli powłoka proszkowa dostanie rysę, cynk nadal ogranicza korozję stali. Z kolei bariera proszku spowalnia zużywanie cynku, więc cały układ może pracować dłużej niż każda z metod osobno.
Na zewnątrz i w środowiskach agresywnych duplex jest rozwiązaniem praktycznym, ale wymagającym technologicznie. Element po cynkowaniu trzeba przygotować pod malowanie tak, aby proszek miał stabilną przyczepność. W przeciwnym razie efekt jest odwrotny od oczekiwanego: ładny kolor na odbiorze i odspajanie po pierwszym sezonie w miejscu, gdzie wilgoć dostała się pod powłokę.
Duplex na ocynku ogniowym opiera się na grubszej warstwie cynku, która „wybacza” więcej w eksploatacji. Na ocynku galwanicznym warstwa cynku jest cieńsza, więc jako bufor antykorozyjny działa krócej, a cała trwałość bardziej zależy od ciągłości proszku. W produkcji widać, że przy galwanice trudno utrzymać taki sam zapas trwałości po lokalnym uszkodzeniu.
Efekt w czasie zależy od środowiska, grubości cynku, rodzaju proszku i jakości przygotowania. Duplex nie jest magiczną tarczą. Jeśli detal pracuje w miejscach narażonych na uderzenia kamieni, kontakt z solą i ciągłe zawilgocenie, najczęściej pierwsze objawy pojawiają się na krawędziach, przy otworach i spoinach. Tam zawsze jest najtrudniej.
Warunki powodzenia malowania proszkowego na ocynku oraz typowe defekty
Przyczepność i przygotowanie ocynku pod proszek
Stan ocynku ma znaczenie. Świeży ocynk potrafi być reaktywny, z nalotami i resztkami topników, a to utrudnia stabilne związanie proszku. Sezonowanie pomaga, ale w produkcji i tak liczy się kontrolowane przygotowanie: czystość, odtłuszczenie i usunięcie warstw, które działają jak separator. Jeśli ocynk jest zabrudzony po transporcie i magazynie, proszek trzyma się brudu, nie metalu. Potem odchodzi.
W praktyce stosuje się obróbkę wstępną poprawiającą przyczepność, w tym matowienie i odpowiednie systemy podkładowe dopasowane do ocynku. Chodzi o to, by ustabilizować podłoże i zwiększyć zwilżalność. Na detalu o dużej powierzchni różnica między dobrze przygotowanym ocynkiem a „tylko odtłuszczonym” wychodzi już przy pierwszej próbie zarysowania i na krawędziach po gięciu.
Dobór farby proszkowej do ocynku i środowiska nie sprowadza się do koloru. Na zewnątrz sens ma poliester odporny na UV, a w agresywnych warunkach dochodzi temat systemów warstwowych i grubości. Widać też znaczenie parametrów wygrzewania: zbyt szybkie grzanie potrafi nasilić problemy z gazowaniem, a zbyt niska temperatura daje niedosieciowanie i słabszą odporność mechaniczną.
Najczęstsze problemy jakościowe i ich uwarunkowania
Łuszczenie i odspajanie to najdroższy błąd, bo wymusza usuwanie powłoki i powtórkę procesu. Przyczyną bywa zła obróbka wstępna, zabrudzenia, niewłaściwy podkład albo niekompatybilność systemu z danym ocynkiem. Na hali łatwo to rozpoznać: powłoka schodzi płatem do gołego cynku, często przy krawędziach i w miejscach dotyku elementów na zawieszkach.
Pęcherze, odgazowanie i mikropory wynikają z uwalniania gazów podczas wygrzewania. Ocynk, szczególnie ogniowy, ma strukturę i miejsca, gdzie potrafi trzymać wilgoć lub zanieczyszczenia procesowe. Gdy detal trafia do pieca, wszystko zaczyna pracować. Jeśli parametry pieca są ustawione agresywnie, pęcherze robią się w kilka minut. Tego nie da się „dopolerować”.
Nierównomierności powłoki i problemy na krawędziach wynikają z geometrii i pola elektrostatycznego. Proszek ma tendencję do odkładania się mocniej na zewnętrznych krawędziach i słabiej w zagłębieniach, a przy ostrych narożach powłoka potrafi się rozciągać i ścieńczać. Spoiny też robią swoje: chropowata spoina zbiera więcej proszku, a gładko zeszlifowana wygląda równiej, ale wymaga lepszej ochrony antykorozyjnej w strefie wpływu ciepła.
Kontrola jakości nie kończy się na tym, że detal wygląda równo. Sens ma pomiar grubości, ocena ciągłości powłoki, przyczepność i oględziny newralgicznych miejsc: krawędzi, otworów, spoin, naroży. W produkcji często wychodzi, że partia wygląda dobrze na płaskich powierzchniach, a odbiór psują detale przy uchwytach transportowych i w strefach podwieszenia. Tam najłatwiej o niedomalowania.
Zestawienie kosztów, czasu realizacji i utrzymania w cyklu życia elementu
Koszt początkowy nie mówi wiele bez spojrzenia na warunki pracy i oczekiwaną trwałość. Sama farba proszkowa bywa tańsza na starcie, ale w środowisku zewnętrznym z uszkodzeniami mechanicznymi szybciej pojawiają się naprawy i poprawki, które kosztują czas i logistykę. Ocynk ogniowy potrafi wyjść drożej w wykonaniu, ale dłużej pracuje bez ingerencji, szczególnie tam, gdzie element jest trudno dostępny.
Na cenę wpływa gabaryt i masa, wielkość serii, liczba zawieszeń, wymagania estetyczne oraz to, co trzeba zrobić z powierzchnią przed procesem. W proszku dużo kosztuje przygotowanie i maskowanie, a przy wysokich wymaganiach wizualnych dochodzi szlifowanie spoin i poprawa detali. Przy cynkowaniu istotne są otwory technologiczne, projekt detalu i to, czy element mieści się w wannach cynkowniczych bez kombinowania z dzieleniem konstrukcji.
Czas realizacji to nie tylko czas procesu, ale też transport i kolejki u podwykonawców. Cynkownia i lakiernia proszkowa to różne miejsca, różne terminy i inne ryzyko uszkodzeń w drodze. W praktyce elementy po cynkowaniu potrafią wrócić z obtarciami od przekładek i pasów, a proszek po malowaniu łatwo zarysować, jeśli pakowanie jest robione „na szybko”. Trzeba to wkalkulować, bo naprawy odbijają się na terminie montażu.
Serwis i naprawy wyglądają inaczej dla każdej metody. Punktowe uszkodzenia proszku można lokalnie podmalować, ale estetyka i ciągłość bariery już nie będą takie same, szczególnie na elementach widocznych. Ocynk da się naprawiać powłokami cynkowymi lub farbami o wysokiej zawartości cynku, ale sens zależy od skali uszkodzeń i dostępu. Duplex komplikuje naprawy jeszcze bardziej: trzeba odtworzyć zarówno barierę, jak i warstwę ochronną, a granice poprawek często zostają widoczne. W utrzymaniu liczy się też prosta rzecz: jeśli element będzie regularnie obijany i czyszczony agresywnie, sama estetyka proszku nie utrzyma się bez planu konserwacji.

