
Farby proszkowe w malowaniu proszkowym — zakres pojęcia i rola w procesie
Farba proszkowa to materiał powłokowy w postaci drobnego proszku, bez udziału rozpuszczalników. Po nałożeniu tworzy warstwę dopiero po wygrzaniu, gdy spoiwo topi się, rozpływa i sieciuje albo zlepia w jednolitą powłokę. To zmienia sposób myślenia o procesie: kluczowe są nie tylko kolor i połysk, ale też zachowanie materiału w piecu, grubość warstwy i przygotowanie podłoża.
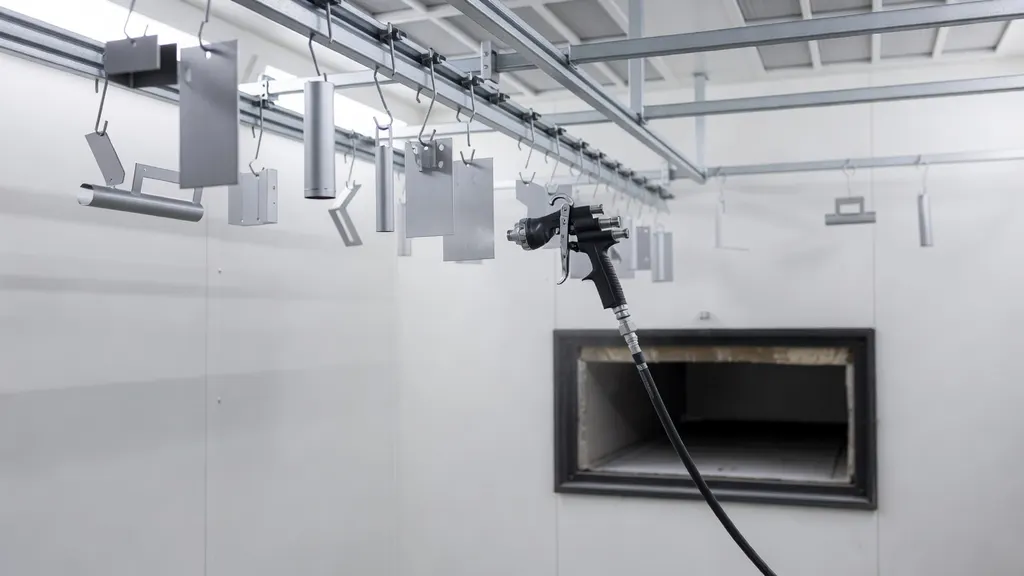
W cyklu technologicznym farba siedzi między przygotowaniem powierzchni a kontrolą jakości. Nakładanie odbywa się najczęściej elektrostatycznie w kabinie, gdzie proszek jest ładowany i przyciągany do uziemionego detalu. Potem detal trafia do pieca na wygrzewanie w zadanym czasie i temperaturze metalu. Jeśli piec „niesie” inaczej niż ustawienia na panelu, końcowa powłoka potrafi wyjść miękka albo krucha. W produkcji widać to szybciej niż w laboratorium.
Powłoki proszkowe spotyka się w obudowach i szafach, konstrukcjach stalowych, elementach architektury, ogrodzeniach, meblach metalowych, częściach maszyn, detalach aluminiowych oraz w sprzęcie użytkowym. Tam, gdzie liczy się powtarzalny wygląd i sensowna odporność na eksploatację, proszek jest naturalnym wyborem, ale nie zawsze w tej samej odmianie żywicy.
Podział farb proszkowych według technologii utwardzania i zachowania powłoki
Podstawowy podział to farby termoutwardzalne i termoplastyczne. Termoutwardzalne podczas wygrzewania tworzą usieciowaną strukturę: po utwardzeniu nie da się jej ponownie stopić bez degradacji. Termoplastyczne topią się i zestalają bez reakcji sieciowania, więc w wyższej temperaturze mogą ponownie mięknąć. W praktyce oznacza to inną odporność na chemię, inną naprawialność i inne ograniczenia przy pracy elementu w podwyższonych temperaturach.
Mechanizm utwardzania przekłada się na twardość, odporność na udar, elastyczność i stabilność w kontakcie z olejami, detergentami czy paliwami. Termoutwardzalne systemy epoksydowe, poliestrowe i hybrydowe są standardem w większości lakierni proszkowych, bo dają przewidywalną powłokę przy grubościach rzędu 60–120 mikrometrów. Termoplastyczne spotyka się w rozwiązaniach, gdzie liczy się gruba, „mięsista” warstwa i wysoka odporność na uderzenia lub korozję, ale kosztem odporności na wysoką temperaturę i stabilności wymiarowej powłoki.
W halach produkcyjnych termoutwardzalne farby dominują na obudowach, stelażach, profilach i detalach aluminiowych. Termoplastyczne wracają w rozmowach wtedy, gdy jest wymaganie na 200–500 mikrometrów warstwy, element pracuje w środowisku agresywnym, a estetyka schodzi na drugi plan. To inny świat aplikacji.
Systemy żywiczne farb proszkowych — podstawowe rodzaje i ich charakterystyka
Farby epoksydowe
Epoksydy są cenione za odporność chemiczną i korozyjną oraz stabilność w warunkach wewnętrznych. Dobrze znoszą kontakt z olejami, smarami i wieloma środkami czyszczącymi stosowanymi w utrzymaniu ruchu. Trzymają się podłoża, jeśli przygotowanie powierzchni nie jest robione „na skróty”. Na słabo odtłuszczonej stali wyjdzie to szybko w teście siatki nacięć.
Problemem epoksydów jest wrażliwość na promieniowanie UV i długą ekspozycję zewnętrzną. Powłoka potrafi żółknąć i kredować, nawet gdy mechanicznie nadal jest twarda. Na zewnątrz wygląda to źle, a w architekturze to dyskwalifikuje system.
Epoksydy trafiają na elementy wewnętrzne, części techniczne, uchwyty, wsporniki, podzespoły, a także jako warstwy podkładowe w systemach wielowarstwowych. W serwisie maszyn często widać epoksyd na detalach, które pracują w oleju i brudzie, ale nie widzą słońca. Tam ma sens.
Farby poliestrowe
Poliestry to podstawowy wybór na zewnątrz, bo dobrze radzą sobie z UV i warunkami atmosferycznymi. W praktyce różnice robi receptura: pigmenty, stabilizatory i jakość żywicy. Dwie farby „poliestrowe” potrafią po dwóch sezonach wyglądać zupełnie inaczej, mimo że na starcie miały ten sam kolor z karty.
W zastosowaniach zewnętrznych liczy się stabilność koloru i odporność na kredowanie. Przy ciemnych barwach temat wraca częściej, bo słońce i nagrzewanie potrafią przyspieszyć starzenie. W lakierni widać też, że poliestry bywają bardziej wrażliwe na ustawienia pieca niż by się chciało: niedogrzanie kończy się gorszą odpornością na zarysowania i słabszą chemią, przegrzanie potrafi „przydusić” połysk.
Poliestry spotyka się na ogrodzeniach, balustradach, elementach małej architektury, obudowach zewnętrznych, konstrukcjach i detalach aluminiowych. Tam, gdzie element będzie myty, dotykany i wystawiony na deszcz oraz słońce, to bezpieczny kierunek.
Farby epoksydowo-poliestrowe (hybrydowe)
Hybrydy łączą cechy epoksydu i poliestru, celując w zastosowania ogólne. Dają przyjemną estetykę i dobrą odporność mechaniczną w środowiskach wewnętrznych. Dla wielu producentów to farba „robocza” na wyroby, które mają wyglądać równo i wytrzymać eksploatację, ale nie będą stały na słońcu.
Typowe miejsce hybryd to meble metalowe, elementy wyposażenia, obudowy urządzeń, profile i detale w pomieszczeniach. Powłoka jest twarda, a przy poprawnym utwardzeniu trzyma parametry bez niespodzianek. Na produkcji hybryda bywa mniej kapryśna przy kryciu krawędzi niż niektóre poliestry w wysokim połysku.
Ograniczenie jest znane: długotrwała ekspozycja zewnętrzna kończy się pogorszeniem wyglądu. Powłoka nadal może chronić, ale kolor i połysk siadają, a kredowanie pojawia się szybciej niż w systemach poliestrowych przeznaczonych na zewnątrz.
Farby proszkowe o podwyższonych wymaganiach — grupy specjalne
Gdy standardowe epoksydy, poliestry i hybrydy nie domykają wymagań, wchodzą systemy specjalne. Poliuretany proszkowe są stosowane tam, gdzie liczy się trwałość, elastyczność i stabilny wygląd. Dają mocną powłokę, często przyjemną w dotyku i mniej podatną na drobne rysy widoczne pod światło. Na detalach, które są często chwytane, różnica jest zauważalna po kilku miesiącach użytkowania.
Fluoropolimery to wyższa półka odporności środowiskowej. Stosuje się je w architekturze i w elementach długo eksponowanych na UV, wilgoć i zanieczyszczenia. To rozwiązanie droższe i bardziej wymagające pod kątem kontroli procesu oraz podłoża, ale gdy celem jest wieloletnie utrzymanie koloru i minimalizacja kredowania, takie systemy mają uzasadnienie technologiczne.
Osobną grupą są farby funkcjonalne: antybakteryjne, antygraffiti, wysokotemperaturowe, o podwyższonej odporności chemicznej lub ściernej. W produkcji przewijają się w branży spożywczej, medycznej, w transporcie, w przestrzeniach publicznych, w osłonach maszyn i w elementach narażonych na regularne mycie mocną chemią. Często nie chodzi o „twardszą farbę”, tylko o konkretne zachowanie powłoki w danym środowisku, potwierdzane badaniami i procedurami odbioru.

Efekty wizualne i rodzaje wykończeń powierzchni uzyskiwanych farbami proszkowymi
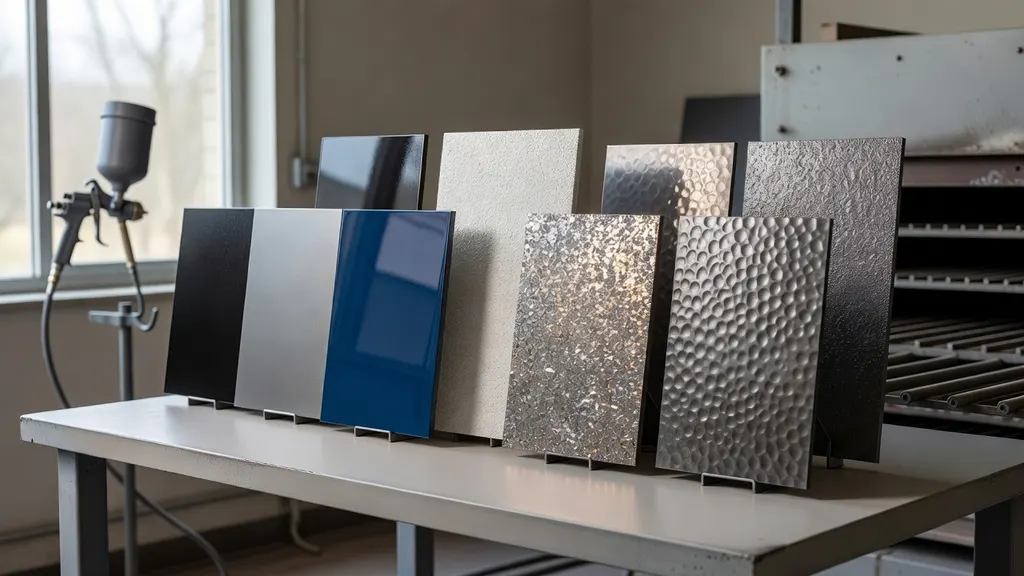
Wykończenie to nie kosmetyka, tylko parametr użytkowy. Maty i półmaty lepiej maskują falowanie blachy, drobne przeszlifowania i ślady po przygotowaniu. W połysku wychodzi wszystko: niedoróbka spawu, rysa po krążku, nierówna struktura po śrutowaniu. Czasem wystarczy zmiana połysku, żeby przestać walczyć z „idealnym” podłożem na elementach, które i tak pracują w warunkach przemysłowych.
Struktury i faktury obejmują powłoki gładkie, drobno- i grubostrukturalne, wykończenia typu skórka oraz efekty dotykowe. Struktura pomaga ukryć nierówności i łączenia, ale zbiera brud w mikrozagłębieniach i potrafi gorzej się czyścić w zakładach, gdzie jest pył lub mgła olejowa. Gładka powłoka jest łatwiejsza w utrzymaniu, lecz bardziej „pokazuje” detal i przygotowanie stali lub aluminium.
Efekty dekoracyjne to metaliki, perły, transparenty i mieszanki efektowe. Tutaj proces ma duże znaczenie: równomierność aplikacji, ustawienia pistoletu, wydajność kabiny, a potem sposób wygrzewania. Na linii, gdzie wisi kilka różnych mas detali, wahania temperatury metalu potrafią zmienić rozkład pigmentu efektowego. Widać to od razu na dużych płaszczyznach.
Dobór wykończenia trzeba spiąć z funkcją. Mat w przestrzeni publicznej bywa mniej wrażliwy na drobne rysy, ale niektóre maty szybciej się „wycierają” na krawędziach. Struktura dobrze maskuje, lecz utrudnia zmywanie. Wysoki połysk wygląda ostro, tylko wymaga lepszego przygotowania i kontroli pyłu w lakierni. To proste zależności.
Parametry techniczne farb proszkowych istotne dla trwałości powłoki
Odporność korozyjna nie wynika wyłącznie z farby. Liczy się system żywiczny, grubość warstwy, geometria detalu i przygotowanie podłoża: odtłuszczenie, trawienie, konwersja, płukanie, suszenie. Na ocynku i na surowej stali ta sama farba zachowa się inaczej. W zakładzie najczęściej problemy wychodzą na krawędziach i w narożach, gdzie warstwa jest cieńsza, a napięcie powierzchniowe robi swoje.
Odporność na UV i atmosferę to temat stabilności koloru i kredowania. Poliestry i systemy dedykowane na zewnątrz trzymają parametry lepiej niż epoksydy i hybrydy, ale dużo zależy od pigmentów oraz tego, czy detal pracuje w cieniu, czy na pełnym słońcu. Czarna balustrada nagrzewa się bardziej niż jasna i to ma konsekwencje dla starzenia powłoki.
Mechanika powłoki to udar, zarysowanie, ścieranie, elastyczność i przyczepność. Twarda powłoka bywa podatna na odprysk przy uderzeniu, a elastyczna może łatwiej się rysować. Widać to na obudowach urządzeń przenoszonych w serwisie: jedna farba wygląda po roku jak nowa, inna ma siatkę mikrorys, choć nie schodzi do metalu. Sama twardość nie załatwia sprawy.
Odporność chemiczna trzeba rozpatrywać pod kątem środowiska pracy elementu: oleje, chłodziwa, detergenty, alkohole, środki dezynfekcyjne, sól. Powłoka odporna na wodę nie musi dobrze znosić silnych alkaliów, a dobra odporność na oleje nie gwarantuje odporności na rozpuszczalniki. W zakładach, gdzie detale są myte w myjkach automatycznych, to często jest główny warunek, nie dodatek.
Parametry utwardzania mają wpływ na większość cech końcowych. Liczy się czas i temperatura metalu, nie tylko temperatura powietrza w piecu. Niedoutwardzenie obniża odporność chemiczną i mechaniczną, przegrzanie może zmienić kolor, połysk i kruchość powłoki. Na produkcji łatwo to przeoczyć, gdy jednego dnia idą cienkie blachy, a drugiego masywne spawy. Piec nie „widzi” tego tak samo.
Zestawienie zastosowań farb proszkowych według środowiska pracy elementu
W środowisku wewnętrznym priorytetem jest wygląd, odporność na zarysowania i chemia związana z użytkowaniem. Hybrydy i epoksydy dobrze pokrywają ten zakres, szczególnie na obudowach, stelażach, elementach wyposażenia i częściach technicznych. W warsztatach i utrzymaniu ruchu często wychodzi, że liczy się nie połysk, tylko to, czy powłoka nie mięknie od oleju i da się ją myć bez matowienia.
Na zewnątrz głównym kryterium jest UV i atmosfera, więc dominują poliestry i systemy o podwyższonej odporności, w tym poliuretany oraz rozwiązania fluoropolimerowe w architekturze. Do tego dochodzi geometria elementu: krawędzie, miejsca spawów, łączenia śrubowe. Zabezpieczenie antykorozyjne nie kończy się na farbie, bo bez sensownej obróbki wstępnej nawet najlepszy system nie utrzyma parametrów.
W zastosowaniach technicznych i trudnych wchodzą wymagania specjalne: wysoka temperatura, częsty kontakt z chemią, intensywne ścieranie, higiena. Tu dobiera się system pod realne obciążenia: epoksydy tam, gdzie jest chemia i wnętrze, poliestry lub poliuretany na zewnątrz, farby wysokotemperaturowe na elementy pracujące w podwyższonej temperaturze, powłoki o podwyższonej odporności ściernej na prowadnice, osłony i miejsca narażone na tarcie.
W praktyce dopasowanie często wygląda tak: konstrukcja stalowa na zewnątrz dostaje poliester w strukturze, bo maskuje niedoskonałości po spawaniu i śrutowaniu, a jednocześnie nie pokazuje każdej rysy. Obudowa maszyny do hali idzie w hybrydzie gładkiej, bo ma wyglądać równo i dobrze się czyścić. Element architektoniczny, który ma trzymać kolor przez lata, idzie w systemie o podwyższonej odporności UV i w wykończeniu, które nie uwidacznia każdej fali na profilu. Tak to się układa na stole technologa, zanim trafi na linię.

