Charakterystyka technologii malowania kataforetycznego (e-coating)
Kataforeza to nanoszenie powłoki z kąpieli wodnej, w której żywica i pigment występują w formie drobnej dyspersji. Element metalowy trafia do wanny po przygotowaniu powierzchni i podłączeniu elektrycznym. W odróżnieniu od natrysku, materiał powłokowy nie jest rozpylany w powietrzu, tylko transportowany w cieczy. To zmienia sposób kontroli procesu i typowe problemy produkcyjne.
Osadzanie odbywa się w polu elektrycznym. Detal pełni rolę elektrody, a cząstki żywicy migrują i budują warstwę na całej zwilżonej powierzchni. Charakterystyczny jest efekt samowygaszania: w miarę narastania izolującej warstwy prąd maleje, co stabilizuje grubość. Na hali widać to po wynikach pomiarów na partii detali z różną geometrią, gdzie odchyłki grubości potrafią być mniejsze niż przy natrysku.
W praktyce e-coating pracuje głównie jako podkład antykorozyjny pod kolejne warstwy. Sama powłoka bywa końcowa w elementach technicznych, ale najczęściej ma być bazą pod proszek albo lakier mokry. Istotne jest też to, że proces dobrze toleruje skomplikowane kształty, o ile kąpiel ma dostęp do wnęk, a odpowietrzenie detalu nie blokuje przepływu.
Po osadzeniu powłoka wymaga wygrzewania. W piecu zachodzi sieciowanie żywicy, a warstwa uzyskuje docelową odporność i przyczepność. Czas i temperatura zależą od systemu, ale konsekwencje są zawsze te same: niedogrzanie daje słabą odporność chemiczną i podatność na kredowanie, a przegrzanie potrafi pogorszyć elastyczność. To wychodzi dopiero w testach lub po kilku tygodniach w eksploatacji.
Charakterystyka technologii malowania proszkowego
Malowanie proszkowe opiera się na suchym materiale powłokowym w postaci proszku. Proszek jest aplikowany natryskowo, a następnie topi się i utwardza w piecu, tworząc zwartą warstwę. Nie ma tu kąpieli, płukań ani kontroli przewodności roztworu, za to kluczowe stają się parametry aplikacji elektrostatycznej i stabilność warunków w kabinie.
Nanoszenie odbywa się najczęściej elektrostatycznie, z użyciem pistoletów koronowych lub tribo. Proszek ładuje się i przyciąga do uziemionego detalu. Potem detal przechodzi przez piec, gdzie warstwa się rozpływa, a żywica ulega utwardzeniu. W produkcji widać różnicę między dobrze przygotowaną linią a linią, gdzie wieszaki są zabrudzone: uziemienie siada, proszek zaczyna „pływać”, a poprawki rosną lawinowo.
Cel proszku jest inny niż kataforezy. Liczy się odporność mechaniczna, odporność na środowisko oraz wygląd. Warstwa ma często pracować jako powłoka finalna, więc liczą się kolor, połysk, struktura i stabilność pod UV. Wymagania estetyczne potrafią narzucić parametry procesu mocniej niż sama ochrona przed korozją.
Rodzaj chemii proszku robi dużą różnicę w zastosowaniu. Epoksydy dają wysoką odporność chemiczną i dobrą przyczepność, ale słabiej znoszą UV. Poliestry lepiej trzymają kolor i połysk na zewnątrz, kosztem części odporności na agresywną chemię. Hybrydy epoksydowo-poliestrowe często spotyka się we wnętrzach, gdzie liczy się wygląd i trwałość użytkowa bez ekspozycji na słońce.

Różnice w przebiegu procesu i wymaganiach technologicznych
W obu technologiach sekwencja brzmi podobnie: przygotowanie powierzchni, nanoszenie, utwardzanie. Różnica jest w tym, jak bardzo przygotowanie determinuje wynik i gdzie „uciekają” błędy. W kataforezie słaba konwersja i niestabilne płukania potrafią ujawnić się w postaci pęcherzy i spadku odporności korozyjnej. W proszku brud, silikon albo resztki smaru częściej kończą się kraterami i odspojeniami widocznymi od razu po wypieczeniu.
Sprzętowo to dwa różne światy. Kataforeza wymaga linii zanurzeniowej z wanną, płukaniami, filtracją, kontrolą parametrów kąpieli i obsługą chemii. Proszek opiera się na kabinie, aplikatorach, systemie odzysku oraz piecu o stabilnej charakterystyce grzania. W zakładach, gdzie produkcja idzie w seriach, odzysk proszku robi różnicę w zużyciu, ale przy częstych zmianach kolorów narzut czasowy i straty na czyszczeniu potrafią zjeść część korzyści.
Gabaryty i logistyka narzucają ograniczenia. W kataforezie detal musi wejść do wanny i dać się zanurzyć oraz odpowietrzyć. W proszku ograniczeniem bywa piec i transport na zawieszkach, a także dopuszczalna masa na wózkach i trawersach. Na produkcji często wychodzi prozaiczny temat: otwory technologiczne pod zawieszki są w złym miejscu i robią się „łyse” strefy, których nie da się ukryć w wykończeniu.
Wrażliwość na parametry procesu też rozkłada się inaczej. E-coating wymaga stabilnej przewodności kąpieli, właściwego napięcia, kontroli temperatury i czasu wygrzewania. W proszku krytyczne są warunki aplikacji, jakość uziemienia, równomierność strumienia proszku i kontrola profilu pieca. Wilgotność w kabinie i stan sprężonego powietrza potrafią zmienić zachowanie proszku w ciągu jednej zmiany, szczególnie przy drobnych frakcjach i efektach strukturalnych.
Pokrycie detali, jednorodność warstwy i grubość powłoki
Kataforeza ma przewagę w pokrywaniu wnęk, krawędzi i miejsc trudnodostępnych. Kąpiel „wchodzi” tam, gdzie natrysk ma problem z geometrią i linią widzenia. Przy detalach z zamkniętymi profilami i przetłoczeniami widać to od razu po rozcięciu próbki. Warstwa jest obecna tam, gdzie proszek często zostawia cienie.
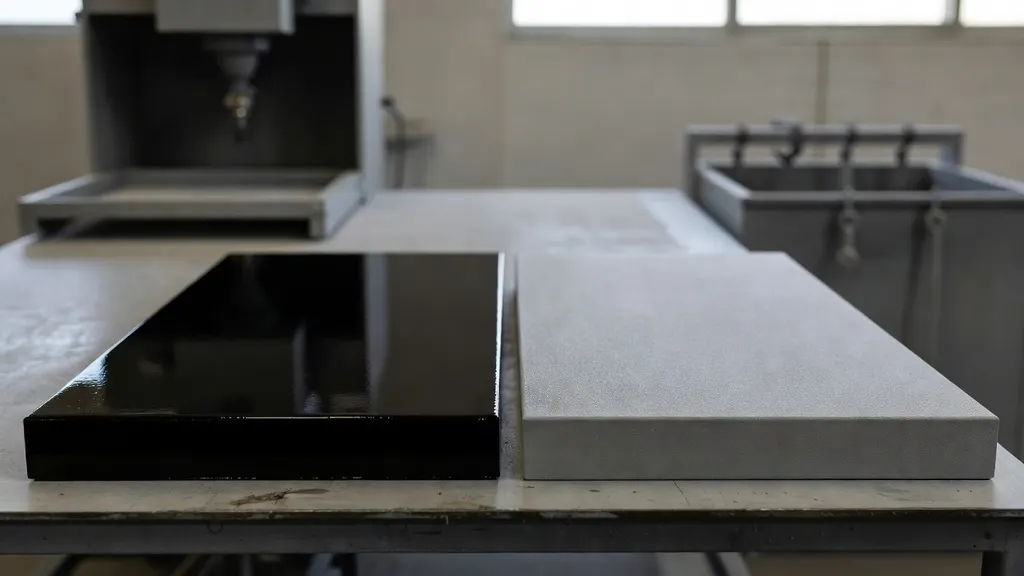
E-coating daje cienką, równą powłokę, co jest korzystne jako podkład i warstwa bazowa. Proszek z definicji buduje powłokę grubszą, co pomaga w odporności mechanicznej i kryciu, ale zwiększa ryzyko utraty ostrości krawędzi, zalewania detali i problemów na spoinach. Na ostrych rantach proszek potrafi „odciągać się” w trakcie rozpływu, a na spoinach z porowatością potrafi wyjść gazowanie po wypieczeniu.
Geometria elementu mocno wpływa na ryzyko niedomalowań w proszku przez efekt klatki Faradaya. W narożach, głębokich wnękach i przy gęstych żebrach pole elektrostatyczne układa się tak, że proszek chętniej osiada na krawędziach wejścia niż w środku. Operator może to korygować parametrami i techniką prowadzenia, ale fizyki nie da się wyłączyć. Kataforeza jest na to mniej wrażliwa, o ile zapewniono przepływ kąpieli i brak pęcherzy powietrza.
Grubość ma konsekwencje użytkowe. Cienka, jednolita warstwa kataforezy buduje barierę antykorozyjną i poprawia przyczepność kolejnych powłok, ale nie daje takiego „mięsa” jak proszek w kontakcie z uderzeniami i tarciem. Z kolei zbyt gruby proszek zwiększa naprężenia w powłoce, ryzyko spękań na krawędziach i podatność na odpryski w miejscach punktowych obciążeń. To nie jest teoria, tylko częsty powód reklamacji w elementach transportowych i osłonach maszyn.

Właściwości użytkowe powłok: korozja, chemia, mechanika i estetyka
W ochronie antykorozyjnej kataforeza jest mocna jako warstwa bazowa, szczególnie tam, gdzie liczy się ciągłość pokrycia. Dobrze pracuje w układach, gdzie później idzie proszek lub lakier jako warstwa wierzchnia. Sam proszek potrafi trzymać korozję długo, ale gdy woda wejdzie przez uszkodzenie mechaniczne, podpowłokowa korozja idzie szybciej, jeśli podłoże nie ma sensownego podkładu lub konwersji.
Odporność mechaniczna proszku w codziennym użyciu bywa lepsza, szczególnie przy grubszych warstwach i odpowiednio dobranej chemii. Widać to na obudowach, poręczach i elementach, które są często dotykane lub ocierane. Kataforeza jest bardziej „techniczna” w odbiorze: twarda, ale cienka, więc łatwiej ją przetrzeć do podłoża przy ostrym tarciu.
Czynniki chemiczne i środowiskowe zależą od systemu powłokowego. Epoksydy dobrze znoszą wiele mediów warsztatowych, ale na zewnątrz szybciej tracą wygląd. Poliestry lepiej radzą sobie z UV i stabilnością koloru. Detergenty, sól i wilgoć potrafią punktować słabe miejsca przygotowania powierzchni, szczególnie na spoinach i w zakładkach blach. W praktyce to właśnie te strefy „puszczają” pierwsze, a nie płaskie pola.
Estetyka to domena proszku: szeroki zakres połysków, matów, struktur, efektów drobnoziarnistych i gładkich. Kataforeza jest wizualnie bardziej jednolita i przewidywalna, ale ograniczona kolorystycznie i traktowana jako podkład. W elementach widocznych różnica jest oczywista już po wyjęciu z pieca. Proszek ma wyglądać, kataforeza ma zabezpieczać.
Aspekty środowiskowe, BHP i ekonomika procesu
Od strony emisji kataforeza pracuje w kąpieli wodnej, więc temat lotnych rozpuszczalników jest ograniczony w samej aplikacji. W proszku materiał jest suchy, a aplikacja nie wymaga rozcieńczalników, co również ogranicza LZO. Różnice wychodzą w detalach procesu: w kataforezie dochodzi chemia przygotowania i płukania, w proszku dochodzi pył i ryzyko zapylenia oraz wymogi utrzymania czystości w kabinie i otoczeniu.
Odpady i straty materiału rozkładają się inaczej. Proszek daje możliwość odzysku, ale nie wszystko da się mieszać i wracać do obiegu, szczególnie przy zmianach kolorów i wymaganiach jakościowych. Kataforeza to gospodarka kąpielą, filtracja, kontrola zanieczyszczeń i obsługa płukań. W zakładzie, który ma niestabilny wsad materiałowy, kąpiel starzeje się szybciej i wymaga częstszych korekt. To kosztuje i zajmuje czas.
Energochłonność obu technologii jest mocno związana z piecem. Utwardzanie to stały składnik kosztu jednostkowego, a w proszku dodatkowo dochodzi konieczność utrzymania stabilnego profilu grzania dla różnych mas i geometrii. W kataforezie piec też jest krytyczny, ale część energii „siedzi” w utrzymaniu kąpieli i jej parametrów. Gdy linia stoi, rachunek dalej leci.
Koszty inwestycji i sens ekonomiczny zależą od wolumenu i wymagań jakościowych. Kataforeza opłaca się przy dużej przepustowości i powtarzalnym asortymencie, bo linia jest kapitałochłonna i wymaga stałej obsługi procesowej. Proszek jest bardziej elastyczny przy zmianach asortymentu, ale przy wysokich wymaganiach antykorozyjnych często dochodzi do systemu dwuwarstwowego, a to podnosi koszt i złożoność kontroli.
Systemy łączone i dobór metody do zastosowań
Łączenie kataforezy z malowaniem proszkowym w jednym układzie
Układ kataforeza plus proszek działa tak, jak się tego oczekuje: podkład buduje ochronę w trudno dostępnych strefach, a proszek daje warstwę wierzchnią odporną i estetyczną. W produkcji seryjnej to popularne rozwiązanie dla elementów narażonych na wilgoć, sól i uszkodzenia mechaniczne, gdzie sama dekoracyjna powłoka bywa zbyt ryzykowna.
Powody stosowania dwóch warstw są proste. Jedna warstwa ma zabezpieczyć stal w miejscach, gdzie później i tak będzie ciężko utrzymać grubość i ciągłość proszku. Druga ma trzymać kolor, połysk i odporność na użytkowanie. Taki układ lepiej znosi drobne uszkodzenia eksploatacyjne, bo korozja nie startuje od razu na gołej blasze.
Miejsca ryzyka to kompatybilność warstw i kontrola grubości. Jeśli podkład jest niedoutwardzony albo zabrudzony, proszek potrafi stracić przyczepność. Jeśli suma grubości jest zbyt duża, rośnie ryzyko pęknięć na ostrych krawędziach i problemów na spoinach. Na linii często wraca temat czystości międzyoperacyjnej: detal po kataforezie potrafi zebrać pył i tłuste odciski z transportu, a potem w proszku wychodzą wtrącenia, których nie da się już „przepolerować”.
Typowe obszary użycia i ograniczenia
Kataforeza pasuje do detali o złożonej geometrii, elementów tłoczonych, ram, uchwytów, części z wnękami i zakładkami, gdzie liczy się penetracja i jednorodność. Proszek lepiej sprawdza się tam, gdzie wymagana jest warstwa finalna o konkretnym wyglądzie i wyższej odporności na uderzenia oraz ścieranie. W konstrukcjach spawanych sporo zależy od jakości spoin i przygotowania: porowata spoina potrafi zepsuć zarówno proszek, jak i układ dwuwarstwowy.
Sytuacje sprzyjające jednej metodzie wynikają z realnych ograniczeń procesu. Jeśli detal nie może być zanurzany lub ma kieszenie powietrzne bez odpływu, kataforeza robi się kłopotliwa. Jeśli element ma głębokie wnęki i gęste żebra, proszek będzie walczył z cieniem natrysku i klatką Faradaya. Na hali widać to po poprawkach ręcznych w narożach i w środku profili, gdzie kontrola powtarzalności jest trudniejsza.
Dobór metody w produkcji sprowadza się do kilku twardych kryteriów: wymaganej odporności korozyjnej i środowiskowej, oczekiwanego wyglądu, gabarytów i masy, wolumenu serii oraz dostępnej infrastruktury. Jeśli zakład ma linię kataforetyczną, często korzysta z niej jako stabilnej bazy i buduje na tym kolejne procesy. Jeśli ma tylko proszek, nacisk idzie w przygotowanie powierzchni, kontrolę aplikacji i projektowanie detalu pod malowanie, bo wtedy technologia mniej wybacza.

