
Stal czarna jako materiał konstrukcyjny — definicja i zakres pojęcia
„Stal czarna” to określenie handlowe, a nie precyzyjna nazwa gatunku. W obrocie najczęściej oznacza stale węglowe i niskostopowe sprzedawane bez powłok ochronnych, w stanie surowym po walcowaniu, cięciu lub prostowaniu. Dla magazynu stali to prosty podział: czarne przeciwstawia się nierdzewnym i aluminium, a nie rozpisuje składu na poziomie laboratoryjnym.
Pod tym hasłem mieszczą się typowe stale konstrukcyjne do spawania i przeróbki plastycznej, jak też stale na pręty czy blachy do detali maszynowych. W praktyce spotyka się głównie wyroby o własnościach dobranych pod nośność, dostępność formatów i przewidywalność w obróbce. Cena i termin dostawy często wygrywają z estetyką powierzchni. I to widać od razu po materiale.
Użytkowo stal czarna kojarzy się z rozsądną wytrzymałością przy sensownej masie, łatwym spawaniem i szeroką ofertą profili. Jednocześnie nie ma co liczyć na odporność korozyjną bez zabezpieczenia. W magazynie potrafi złapać nalot po kilku dniach w wilgotnym pomieszczeniu.
Wygląd stali czarnej — barwa, faktura i ślady procesów wytwarzania
Najbardziej charakterystyczna jest ciemnoszara, matowa powierzchnia. Często pojawiają się lokalne przebarwienia: brunatne, niebieskawe lub grafitowe plamy po kontakcie z wodą technologiczną, przegrzaniu albo po prostu po leżakowaniu. To nie jest materiał „ładny z pudełka”. Ma wyglądać technicznie i tyle.
Na wyrobach gorącowalcowanych dominuje zgorzela walcownicza, czyli twarda warstwa tlenków. Bywa gładka, bywa łuszcząca się na krawędziach i przy uderzeniach. Po cięciu palnikiem lub plazmą widać inny odcień krawędzi, a po szlifowaniu pojawia się jaśniejsza smuga, która szybko ciemnieje od utleniania. Po spawaniu zostają ślady: przebarwienia w strefie wpływu ciepła, rozprysk, czasem delikatne pofalowanie.
Wyroby walcowane na zimno wyglądają inaczej: jaśniejsze, bardziej równe, z drobniejszą fakturą. Taka blacha lepiej znosi wymagania estetyczne, ale też szybciej pokazuje rysy i odciski po chwytakach. W produkcji seryjnej często widać, że ta sama konstrukcja zrobiona z gorącowalcowanej i zimnowalcowanej „czarnej” wygląda jak dwa różne materiały.
W architekturze i wyposażeniu wnętrz ten surowy odbiór jest wykorzystywany świadomie. Stal zostaje czarna i matowa, albo idzie w powłoki: lakiery bezbarwne, farby, patyny techniczne. Czysta stal z wyraźną strukturą po walcowaniu potrafi wyglądać ciekawie, ale wymaga kontroli korozji i równego przygotowania. Inaczej wychodzą „mapy” na płaszczyznach.
Skład, właściwości i odmiany stali czarnej
Węglowy charakter tych stali decyduje o tym, jak się je tnie, gnie, spawa i jak reagują na obróbkę cieplną. Im więcej węgla, tym łatwiej o wyższą twardość i wytrzymałość, ale spawalność i tolerancja na błędy technologiczne spadają. W konstrukcjach spawanych trzyma się materiałów, które nie robią niespodzianek przy podgrzewaniu i chłodzeniu.
Od strony użytkowej liczy się zestaw: wytrzymałość na rozciąganie, granica plastyczności, udarność oraz plastyczność potrzebna do gięcia czy prostowania. Stale konstrukcyjne dobrze znoszą spawanie i formowanie, ale ich powierzchnia jest wrażliwa na korozję i uszkodzenia. To materiał „do pracy”, nie do zostawiania bez powłoki na zewnątrz.
W obrocie przewijają się klasy konstrukcyjne stosowane na ramy, wsporniki, osie pomocnicze, elementy z blach i profili. W warsztacie szybko wychodzi różnica między stalą typowo konstrukcyjną a prętami o wyższej zawartości węgla: ta druga potrafi być twardsza pod wiertłem, a spoiny wymagają większej dyscypliny procesu. Zdarza się, że dwa pręty „czarne” z wyglądu zachowują się zupełnie inaczej przy gwintowaniu. To normalne, bo pod wspólną nazwą kryje się kilka rodzin materiałów.
W projektowaniu trzeba pamiętać o zmęczeniu materiału w elementach cyklicznie obciążanych, o karbach na krawędziach po cięciu oraz o pracy w niskich temperaturach, gdzie niektóre stale mogą tracić udarność. Z punktu widzenia trwałości często ważniejsze są detale: promienie, jakość spoin, brak podcięć, niż sama grubość profilu.
Produkcja i postacie handlowe — od wytopu do profili, rur i blach
Droga od ciekłej stali do gotowego profilu zostawia ślady na powierzchni i wpływa na strukturę. Walcowanie na gorąco daje zgorzelę i większe tolerancje, ale jest efektywne dla grubszych przekrojów. Walcowanie na zimno poprawia równość i wygląd, podnosi też umocnienie materiału, co ma znaczenie przy głębokim tłoczeniu i gięciu na małych promieniach.
W wyrobach płaskich dominują blachy i taśmy. Blacha gorącowalcowana idzie na konstrukcje, elementy nośne, podstawy maszyn, detale cięte laserem i spawane. Blacha zimnowalcowana częściej trafia do obudów, osłon, elementów giętych, gdzie liczy się równa powierzchnia pod malowanie. Różnica wychodzi nawet przy prostym lakierowaniu: na gorącowalcowanej bez przygotowania powłoka potrafi powtórzyć każdą nierówność i „skórkę”.
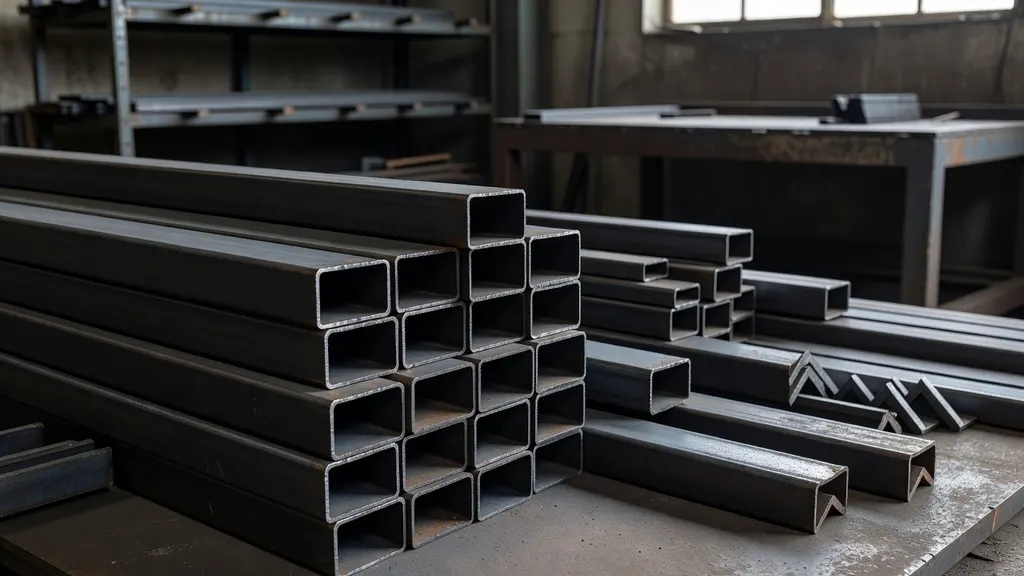
Wyroby długie to pręty, płaskowniki i profile otwarte: kątowniki, ceowniki, dwuteowniki. Dają szybkie budowanie ram, kratownic i podpór. Profile mają powtarzalną geometrię, ale krawędzie po walcowaniu i transportowe obicia są częścią życia tego materiału. Przy pasowaniu na ciasno trzeba to uwzględnić, bo „magazynowy” kątownik rzadko jest idealnie prosty na długim odcinku.
Rury i kształtowniki zamknięte są podstawą wielu spawanych konstrukcji: stojaków, stelaży, bram, platform. Spotyka się rury bezszwowe i ze szwem, a w kształtownikach zamkniętych liczy się powtarzalność wymiaru, grubość ścianki i jakość naroży. Naroża potrafią być newralgiczne przy wierceniu i gwintowaniu, bo materiał jest tam przekształcony i twardszy. Na produkcji to czuć.
Do tego dochodzi stal zbrojeniowa i elementy prefabrykowane. Stal na zbrojenia pracuje w innych warunkach niż profile na ramy maszyn, ale nadal wchodzi do „czarnej” szuflady. Jej powierzchnia bywa żebrowana, ma inne tolerancje i inne zasady łączenia niż typowa stal konstrukcyjna na spawane ramy.

Zastosowania stali czarnej — budownictwo, przemysł, architektura i wyposażenie
W konstrukcjach nośnych stal czarna jest naturalnym wyborem: belki, słupy, rygle, kratownice, ramy hal, podkonstrukcje. Dobrze znosi obciążenia statyczne i dynamiczne, a przy sensownym projekcie daje przewidywalną pracę. W obiektach osłoniętych często wystarcza malowanie systemowe, bo warunki środowiskowe są stabilniejsze niż na zewnątrz.
Na budowach dochodzą rusztowania, podpory, elementy tymczasowe i zbrojenia. Tu liczy się logistyka, dostępność i odporność na uszkodzenia mechaniczne. Powłoki dostają w kość od transportu, tarcia i uderzeń. Stal surowa znosi to lepiej, ale potem wraca temat rdzy.
W przemyśle maszynowym stal czarna idzie na płyty montażowe, ramy urządzeń, uchwyty, wsporniki, podstawy siłowników, osłony i konstrukcje spawane. Daje się ciąć laserem, plazmą, piłą taśmową. Daje się też obrabiać skrawaniem, choć przy twardszych odmianach trzeba dobrać narzędzia i parametry, bo wiór nie zawsze jest „miły”. Przy seryjnej produkcji często wygrywa stabilność dostaw: ten sam format blachy, te same profile, powtarzalna technologia.
W motoryzacji i automatyce pojawiają się ramy, mocowania, obudowy, elementy transportu wewnętrznego i konstrukcje stanowisk. Tam stal czarna dobrze współpracuje ze spawaniem i gięciem, a po malowaniu proszkowym daje estetyczny, trwały wygląd. Widać jednak każdy błąd przygotowania krawędzi. Graty i ostre naroża lubią przebijać powłokę.
W architekturze robi się ze stali czarnej schody, balustrady, podesty, drzwi i elementy wystroju w estetyce industrialnej. Surowa powierzchnia bywa zostawiana świadomie, ale wtedy utrzymanie wymaga konsekwencji: stała wilgotność i szybka reakcja na ogniska korozji. W mieszkaniach stal potrafi rdzewieć przy oknach i w strefach wejściowych, gdzie wnosi się wodę i sól na butach. To detal, który wychodzi po sezonie.
Na zewnątrz stal czarna działa dobrze po właściwym zabezpieczeniu: ogrodzenia, bramy, wiaty, konstrukcje pomocnicze. Tu nie ma drogi na skróty. Nieszczelne spoiny, kieszenie wodne w profilach i brak zabezpieczenia krawędzi kończą się rdzawymi zaciekami.
Obróbka i łączenie — cechy technologiczne stali czarnej
Cięcie i wiercenie nie sprawiają problemów, o ile materiał jest jednorodny, a narzędzia nie są „zmęczone”. Przy grubszych blachach cięcie termiczne zostawia strefę utwardzoną na krawędzi, co potrafi utrudnić późniejsze wiercenie w pobliżu cięcia. Laser daje czystszy detal, ale krawędź nadal wymaga odgratowania, jeśli ma być malowanie lub praca pod zmęczeniem.
Gięcie i formowanie zależą od grubości, promienia oraz stanu materiału. Blacha zimnowalcowana daje przewidywalne krawędzie, gorącowalcowana bywa bardziej kapryśna na długich gięciach z powodu naprężeń i lokalnych różnic grubości. Na prasie krawędziowej widać to po sprężynowaniu: jedna partia „wraca” bardziej, inna mniej, mimo tych samych nastaw. Produkcja szybko uczy pokory.
Spawanie jest jedną z mocnych stron stali czarnej, ale zmienia wygląd i odporność korozyjną w rejonie spoin. Strefa wpływu ciepła utlenia się i łapie nalot szybciej niż reszta, zwłaszcza jeśli powierzchnia była czyszczona do gołego metalu. Rozprysk i niedoczyszczone żużle potrafią zepsuć późniejsze malowanie. Czasem wystarczy jedna niewyczyszczona kieszeń przy spoinie, żeby farba odparzyła się punktowo.
Przygotowanie pod powłoki to temat, na którym najłatwiej stracić czas i pieniądze. Odtłuszczanie usuwa oleje i środki antykorozyjne z magazynu. Czyszczenie mechaniczne zdejmuje zgorzelę i rdzę. Śrutowanie daje równą chropowatość pod farby i cynk, ale trzeba pilnować czystości po procesie, bo świeża stal łapie nalot szybko. Na hali bywa tak, że element po śrutowaniu wygląda idealnie rano, a po południu widać już pierwsze punkty korozji, jeśli wilgotność poszła w górę.
Estetyka końcowa zależy od detali technologicznych: jakości spoin, szlifowania, zaokrąglenia krawędzi, czystości otworów. Malowanie proszkowe przykryje różnice koloru, ale nie ukryje falowania blachy po przegrzaniu i nie naprawi złej geometrii. W konstrukcjach widocznych warto to załatwić wcześniej na stali, nie na farbie.

Korozja, zabezpieczenia oraz rozróżnianie od stali nierdzewnej i powłok malarskich
Korozja stali czarnej — mechanizm i warunki przyspieszające
Stal czarna bez ochrony pracuje w kontakcie z tlenem i wilgocią, więc tworzy się rdza. Proces idzie szybciej tam, gdzie woda stoi: w zakamarkach profili, pod podkładkami, w niezamkniętych końcach rur, przy spoinach pachwinowych tworzących kieszenie. Sól drogowa i mgła solna podkręcają temat mocno, podobnie jak stałe zawilgocenie w cieniu i brak przewiewu.
Objawy są czytelne: rdzawy nalot, potem ogniska korozji i „mapy” na większych płaszczyznach. Na blachach pojawiają się plamy o różnym odcieniu, bo powierzchnia nigdy nie jest identyczna na całym arkuszu. Po spawaniu często widać pasy korozji biegnące wzdłuż spoin. Czysta stal po szlifowaniu rdzewieje szybciej niż powierzchnia z zachowaną zgorzelą, co bywa zaskoczeniem przy drobnych poprawkach na montażu.
Zabezpieczanie i utrzymanie powierzchni
Zabezpieczenia dobiera się do środowiska pracy i tego, czy element ma być serwisowalny. Malowanie mokre jest elastyczne w naprawach i dobrze działa na dużych gabarytach, jeśli przygotowanie powierzchni jest równe. Malowanie proszkowe daje powłokę bardziej jednorodną i odporną mechanicznie, ale wymaga czystego detalu i stabilnej geometrii, bo wypał potrafi uwidocznić naprężenia i odkształcenia.
Ocynk to mocna opcja na zewnątrz, szczególnie przy konstrukcjach narażonych na wodę i sól, ale narzuca wymagania konstrukcyjne: odpływ cynku, odpowietrzenia profili, unikanie zamkniętych kieszeni. Cynk nie lubi też ostrych krawędzi pozostawionych po cięciu i nieprzygotowanych spoin. W warsztacie dobrze widać, że elementy z poprawnie sfazowanymi krawędziami i doszlifowanymi spoinami wychodzą z cynkowni równo, a reszta wygląda jak zbiór poprawek.
Utrzymanie to kontrola uszkodzeń powłok, punktowe naprawy i czyszczenie stref, gdzie zbiera się brud. Koszt i trwałość zależą od grubości powłoki, jakości przygotowania i warunków pracy. Ładny wygląd też ma swoją cenę, bo wymaga powtarzalnego szlifowania, odtłuszczania i ochrony w transporcie.
Różnice w praktyce: stal czarna vs nierdzewna oraz stal surowa vs malowana proszkowo
Najprostsza różnica między stalą czarną i nierdzewną to podejście do korozji. Nierdzewna radzi sobie bez powłok w wielu środowiskach, ale nadal potrafi korodować w warunkach agresywnych i po błędach obróbki. Stal czarna bez zabezpieczenia koroduje szybko i nie ma tu dyskusji. To wpływa na serwis i koszty w cyklu życia, nie tylko na zakup materiału.
W dotyku i wizualnie stal surowa jest nierówna, często chropowata przez zgorzel i ślady walcowania. Powłoka proszkowa daje jednolity kolor, kontrolowany połysk i powtarzalną strukturę. W miejscach diagnostycznych widać różnice najszybciej: na krawędziach, przy otworach, na spawach i na przetarciach od montażu. Jeśli powłoka jest zbyt cienka na narożach, stal czarna pokaże rdzawe punkty właśnie tam.
W obszarach związanych z żywnością, chemią procesową i częstym myciem preferuje się nierdzewną ze względu na odporność i czyszczenie. Stal czarna, nawet dobrze pomalowana, przegrywa tam na uszkodzeniach powłoki i ryzyku korozji podpowłokowej. W urządzeniach pracujących w suchym środowisku przemysłowym stal czarna wygrywa prostotą i kosztem wykonania.
Pomyłki identyfikacyjne zdarzają się przy ciemnych powłokach i przebarwieniach po spawaniu. Czarna farba na stali nierdzewnej i czarna stal po olejowaniu potrafią wyglądać podobnie z daleka. Na produkcji najczęściej zdradzają to krawędzie po szlifowaniu, zachowanie w kontakcie z wilgocią oraz to, jak materiał reaguje na obróbkę i czyszczenie. Wystarczy kilka dni w mokrym magazynie, żeby stal czarna nie zostawiła złudzeń.

