
Charakterystyka metod i podstawy technologiczne
Lakierowanie proszkowe polega na nanoszeniu suchego proszku na element przewodzący, najczęściej metodą elektrostatyczną. Proszek osiada na powierzchni dzięki ładunkowi elektrycznemu, a potem jest wygrzewany w piecu, gdzie topi się i sieciuje, tworząc ciągłą powłokę. W malowaniu na mokro do detalu trafia farba ciekła na bazie rozpuszczalnika lub wody, a powłoka powstaje przez odparowanie nośnika i utwardzenie chemiczne, czasem wsparte podgrzewaniem.
Różnica w mechanizmie jest istotna praktycznie. Proszek potrzebuje stabilnych warunków elektrostatyki i dobrze ustawionego wygrzewania, bo bez właściwego profilu temperatury może dojść do niedoutwardzenia albo przegrzania i przebarwień. W mokrym lakierze główny ciężar leży w kontroli lepkości, wydatku materiału, warunków odparowania i czasu międzywarstwowego. Przy źle dobranym rozcieńczeniu łatwo o zacieki, a przy zbyt szybkim odparowaniu o suchy natrysk i chropowatość.
Temperatura procesu rozdziela zastosowania. Proszek wymaga pieca i najczęściej wygrzewania w zakresie 160–200°C przez kilkanaście minut w temperaturze metalu, zależnie od systemu. Malowanie na mokro może pracować w temperaturze otoczenia, a suszenie przyspiesza się w suszarniach 40–80°C albo w procesach lakierniczych automotive wyżej, jeśli materiał na to pozwala. To przekłada się na logistykę: w proszku wąskim gardłem bywa piec i chłodzenie, w mokrym często kabina i warunki wentylacji.
Od strony powtarzalności proszek jest wdzięczny w produkcji seryjnej, bo łatwo ustawić stałe parametry: napięcie, przepływ proszku, prędkość linii, program pieca. Malowanie na mokro mocniej reaguje na zmiany temperatury i wilgotności powietrza, a także na różnice w przygotowaniu mieszanki. Na hali widać to szybko: ta sama farba potrafi zachowywać się inaczej w poniedziałek rano niż po południu, jeśli warunki w lakierni pływają.
Materiały, geometria detali i ograniczenia aplikacyjne
Proszek najczęściej trafia na stal, stal ocynkowaną i aluminium. Da się nim lakierować także elementy z odlewów i profili, ale kluczowe jest odgazowanie i stabilność podłoża w piecu. Malowanie na mokro obejmuje znacznie szerszy zakres podłoży: metale, tworzywa, kompozyty, drewno, elementy z klejami i uszczelnieniami, które nie przeżyją 180°C. Tam, gdzie detal ma wklejone wkładki, łożyska albo elektronikę, proszek odpada bez dyskusji.
Gabaryt detalu potrafi zadecydować za technologię. Proszek wymusza przejazd przez piec, więc liczy się nie tylko jego długość i szerokość, ale też sposób podwieszenia, prześwity na transporterze i masa. Duże konstrukcje spawane bywają problemem przez bezwładność cieplną: łatwo doprowadzić do sytuacji, w której cienkie fragmenty są już przegrzane, a grube wciąż nie mają temperatury utwardzania. W mokrym lakierze ograniczeniem jest raczej manipulacja, dostęp natrysku i czas schnięcia, a nie piec.
Geometria mocno różnicuje wynik. Proszek ma tendencję do słabszego pokrywania wnęk, naroży i głębokich kieszeni przez efekt klatki Faradaya. W praktyce widać to na skrzynkach, profilach zamkniętych i detalach z gęstą siatką otworów: na wejściu jest grubo, w środku zaczyna brakować. Malowanie na mokro lepiej dociera w zakamarki, ale też łatwiej tam zamknąć rozpuszczalnik i zrobić pęcherze, jeśli warstwa jest położona za mokro.
Przewodność elektryczna jest dla proszku warunkiem bazowym. Element musi być uziemiony, a przygotowanie powierzchni nie może izolować. Gruba warstwa tlenków, resztki oleju czy niektóre podkłady potrafią zmniejszyć przyciąganie proszku i powodować “łysiny”. W mokrym lakierze ten aspekt nie ma znaczenia, ale pojawiają się inne problemy: silikony i oleje potrafią dać kratery i rybie oczka nawet przy dobrej aplikacji.
Przygotowanie powierzchni i warunki uzyskania przyczepności
Odtłuszczanie, mycie i usunięcie korozji są punktem krytycznym dla obu metod. Lakier nie ma czego “trzymać”, jeśli pod spodem jest smar z tłoczenia, pył po szlifowaniu albo aktywna rdza. W produkcji wychodzi to na krawędziach i przy spoinach: tam najłatwiej zostaje nalot po cięciu i odpryski po spawaniu, a potem powłoka zaczyna pracować i odchodzi płatami.
Konwersje chemiczne podnoszą przyczepność i odporność korozyjną, szczególnie na stali i ocynku. Fosforanowanie cynkowe lub żelazowe jest częste w liniach proszkowych, bo stabilizuje podłoże i daje powtarzalną bazę pod farbę. Dla aluminium stosuje się inne preparaty, w tym procesy bezchromowe. W mokrym lakierze także korzysta się z konwersji i podkładów reaktywnych, ale dobór systemu jest bardziej rozbudowany: inne rozwiązania idą na konstrukcje zewnętrzne, inne na elementy maszyn w hali.
Szpachlowanie i wyprowadzanie powierzchni wypada lepiej w malowaniu na mokro. Szpachle, podkłady wypełniające i wieloetapowe szlifowanie pozwalają uzyskać gładką powierzchnię pod wysoki połysk. W proszku też stosuje się szpachle i podkłady, ale trzeba pilnować odporności termicznej i odgazowania w piecu. Na odlewach i elementach po spawaniu lubi wyjść “pęcherzowanie” od uwięzionych gazów. To nie jest wada farby, tylko przygotowania albo materiału.
Jakość przygotowania przekłada się na wady, które trudno potem odkręcić. Przy proszku typowe są wtrącenia pyłu i “ziarno” po zanieczyszczonej kabinie, a przy mokrym zacieki, kratery i wtrącenia z mgły lakierniczej. Na liniach widać prostą zależność: im bardziej rozjechane mycie i płukanie, tym częściej wraca temat łuszczenia na krawędziach po kilku miesiącach pracy w wilgoci.
Trwałość i odporność eksploatacyjna powłok
Powłoki proszkowe kojarzą się z dobrą odpornością mechaniczną, szczególnie na uderzenia i ścieranie, ale zależy to od chemii farby i grubości. Typowy zakres grubości jednej warstwy proszku to 60–120 mikrometrów, a systemy dwuwarstwowe idą wyżej. W mokrym lakierze często pracuje się cieńszymi warstwami, 30–60 mikrometrów na warstwę, budując system podkład plus nawierzchnia. Cieńsza powłoka mniej maskuje defekty, ale bywa korzystna na elementach z pasowaniem i ostrymi tolerancjami.
Odporność chemiczna i na warunki atmosferyczne zależy od rodzaju spoiwa. Poliester proszkowy dobrze znosi UV i ekspozycję zewnętrzną, epoksyd proszkowy ma lepszą chemię, ale na słońcu kredowieje. W mokrym lakierze spektrum jest szerokie: od prostych alkidów po systemy poliuretanowe i epoksydowe o wysokiej odporności. W praktyce różnice wychodzą w kontakcie z olejami, środkami myjącymi i chłodziwami: jedna powłoka mięknie po tygodniu, inna trzyma kształt, bo ma inny utwardzacz i inną sieć polimerową.
Stabilność koloru i połysku to temat, gdzie proszek i mokre potrafią dać bardzo dobre wyniki, ale na innych zasadach. W proszku kluczowa jest powtarzalność wypału i partii farby. W mokrym większe znaczenie ma rozcieńczanie, liczba warstw i warunki odparowania. Zbyt szybkie suszenie w przeciągu potrafi zostawić matowienie i nierówny połysk. Takie rzeczy zdarzają się nawet na dobrze ustawionej lakierni.
Częstotliwość odnawiania wynika z ekspozycji, przygotowania i systemu, nie z samej nazwy technologii. Proszek jest mniej wybaczający, jeśli podłoże było źle przygotowane, bo gruba, twarda powłoka potrafi pęknąć na krawędzi i puścić korozję podpowłokową. Mokry lakier łatwiej naprawić miejscowo, ale też łatwiej go uszkodzić mechanicznie, jeśli dobrano miękki system. Tu nie ma jednego zwycięzcy.

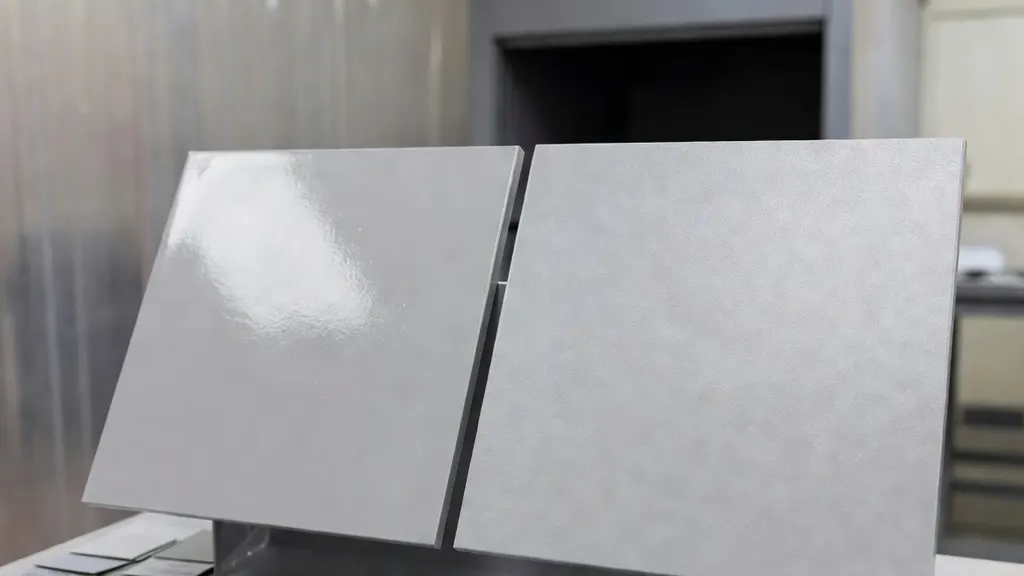
Efekt wizualny i możliwości wykończeń
Wizualnie proszek daje równą, powtarzalną powłokę bez zacieków, bo nie ma fazy “płynięcia” jak w mokrym lakierze. Nie oznacza to idealnej gładkości. Przy proszku częściej widać strukturę wynikającą z granulacji, zanieczyszczeń lub zbyt dużej grubości na krawędziach. W mokrym lakierze wysoki połysk i “lustro” są osiągalne, ale ryzyko zacieków, suchych pasów i skórki pomarańczy rośnie, gdy operator goni tempo albo materiał jest źle ustawiony.
Kolorystyka w proszku opiera się na wzornikach takich jak RAL, a utrzymanie serii jest dobre, jeśli farba pochodzi z tej samej receptury i wypał jest stabilny. W mokrym można precyzyjniej korygować odcień, mieszać tony i dobierać kolor pod istniejące elementy, ale powtarzalność zależy od mieszania, filtracji i tego, czy farba “siada” w czasie. Na produkcji wychodzi to na dużych płaszczyznach: minimalna różnica w odcieniu jest widoczna od razu.
Wykończenia specjalne są dostępne w obu technologiach: mat, półmat, połysk, drobne i grube faktury, metaliki. Proszek dobrze znosi faktury i struktury, bo naturalnie buduje grubość i maskuje drobne rysy po obróbce. W mokrym łatwiej iść w efekty dekoracyjne i wielowarstwowe, ale rośnie liczba operacji i czas schnięcia, a z nim ryzyko kurzu w powłoce.
Grubość warstwy wpływa na detale i montaż. Proszek potrafi “zaokrąglać” ostre krawędzie i zmniejszać prześwity w gniazdach, szczególnie przy 100–140 mikrometrach i więcej. W mokrym da się utrzymać cieńszą powłokę, co jest wygodne na elementach składanych i na powierzchniach, gdzie liczy się pasowanie. Za to na cienkim mokrym łatwiej przebić się do podłoża przy uderzeniu.
Ekonomia procesu: koszty, wydajność i czas realizacji
Koszt robi się z kilku składników: przygotowanie powierzchni, materiał, energia, robocizna, utrzymanie kabin i filtracji, naprawy i braki. Proszek wymaga inwestycji w piec, kabinę i odzysk, a także w stabilny transport detali. Mokre lakiernie potrzebują dobrej wentylacji, kabin i stref suszenia, a w systemach rozpuszczalnikowych dochodzi gospodarka rozcieńczalnikami i odpadami.
Straty materiałowe wyglądają inaczej. W proszku nadmiar z kabiny można odzyskać i zawrócić, jeśli system ma cyklon i separację, a kolor nie zmienia się co chwilę. W mokrym farba, która nie trafi na detal, kończy w filtrach i odpadach, a dochodzi jeszcze czyszczenie pistoletów i przewodów. Przy częstych zmianach koloru proszek traci przewagę, bo czyszczenie kabiny i przewodów zabiera czas, a ryzyko zanieczyszczenia koloru rośnie.
Czas cyklu w proszku to aplikacja, wygrzewanie i chłodzenie. Piec narzuca rytm, a element po wyjeździe musi ostygnąć, zanim trafi do pakowania albo montażu, bo miękka powłoka łatwo się odgniata. W mokrym dochodzi odparowanie i utwardzenie, często wieloetapowe. Zależnie od systemu element może być suchy w dotyku szybko, ale pełną odporność chemiczną osiąga po dłuższym czasie. Na produkcji potrafi to blokować dalsze operacje.
Opłacalność zależy od skali i wymagań. Proszek dobrze się broni w seriach i przy elementach, które mają pracować w trudniejszych warunkach, bo stabilność procesu daje niski poziom braków, jeśli przygotowanie jest dopięte. Mokre jest elastyczne w krótkich seriach, przy renowacjach i przy detalach, których nie da się grzać wysoko. W realnym rozliczeniu często wygrywa ten proces, który lepiej pasuje do logistyki zakładu, a nie ten, który ma lepsze parametry w katalogu.
Ekologia, BHP i wymagania formalne w lakierniach
Malowanie na mokro, szczególnie rozpuszczalnikowe, wiąże się z emisjami LZO i koniecznością kontroli wentylacji oraz filtracji. To wpływa na projekt lakierni, bilans powietrza w hali i organizację pracy. Przy farbach wodnych jest łatwiej z punktu widzenia emisji, ale nadal zostaje kwestia mgły lakierniczej, odpadów z filtrów i utrzymania stabilnych warunków schnięcia.
W proszku nie ma rozpuszczalników, ale pojawia się pył. Pył w kabinie to nie tylko brud. Przy niektórych konfiguracjach jest to realny czynnik ryzyka wybuchowości, więc instalacje odpylające, uziemienia i procedury czyszczenia muszą być traktowane poważnie. Na zmianie widać, czy ktoś oszczędza na filtrach: spada odzysk, rosną wtrącenia w powłoce i robi się bałagan w kabinie.
Profil środowiskowy obu metod zależy od energii i odpadów. Proszek ma atut w odzysku materiału, ale piec i przygotowanie chemiczne zużywają energię i wodę. Mokre może mieć mniejsze zużycie energii na suszenie, jeśli schnie w temperaturze otoczenia, ale odpady i emisje potrafią przeważyć. W praktyce liczy się organizacja procesu: dobrze ustawiona linia proszkowa z odzyskiem i stabilnym kolorem wygląda inaczej niż mała kabina, w której miesza się wszystko po trochu.
Bezpieczeństwo pracy sprowadza się do ochrony dróg oddechowych, skóry i oczu, kontroli jakości powietrza i sprawności kabin. W mokrym dochodzi ryzyko wynikające z lotnych rozpuszczalników i łatwopalności, w proszku z pyłów i elektrostatyki. Dokumentacja producentów farb i urządzeń określa wymagania, a zakład i tak musi to zderzyć z własną praktyką: czystość, uziemienie, serwis filtrów i dyscyplina w strefie lakierni robią większą różnicę niż hasła na opakowaniu.

