
Kryteria kwalifikacji powierzchni do malowania proszkowego
Malowanie proszkowe opiera się na elektrostatyce, więc podłoże musi dać się naładować i „zamknąć” obwód. Dla metali sprawa jest prosta, bo przewodzą. Przy materiałach nieprzewodzących dochodzą obejścia technologiczne, ale to już nisza i nie działa na każdym detalu. W praktyce pierwszy filtr kwalifikacji to pytanie, czy element da się stabilnie uziemić i czy pole elektryczne utrzyma proszek na powierzchni do momentu wygrzewania.
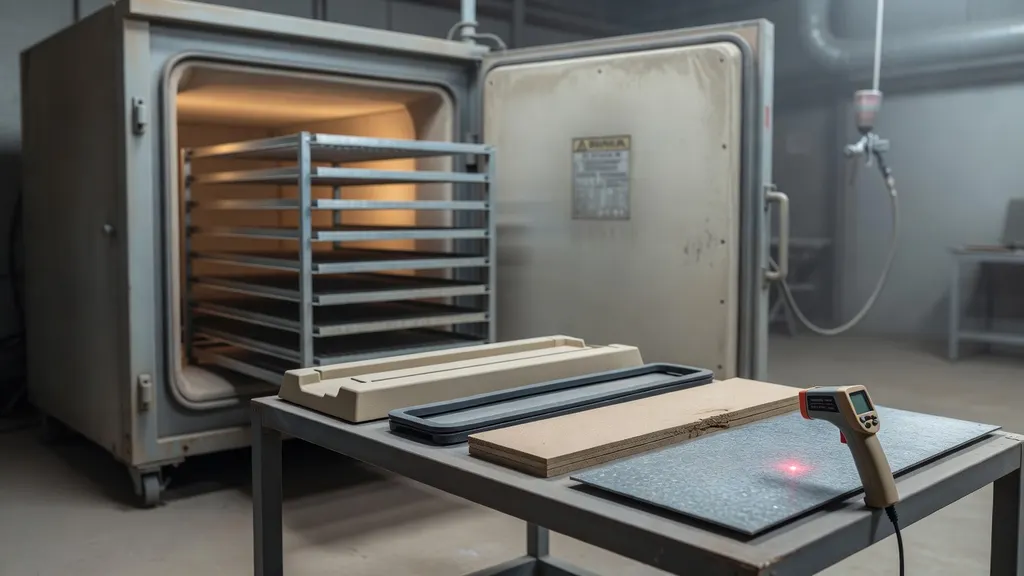
Drugi warunek to temperatura utwardzania. Typowe proszki utwardza się w zakresie 160–200 C w czasie rzędu 10–20 minut liczonym jako czas w temperaturze metalu. Dla cienkich elementów łatwo „przegrzać” krawędzie, a dla masywnych detali problemem bywa niedogrzanie, bo piec trzyma powietrze, a nie sam element. Nie każdy materiał to zniesie, nie każda konstrukcja zachowa wymiary.
Geometria potrafi zepsuć nawet dobrze dobrany system. Krawędzie łapią proszek intensywnie, wnęki i kieszenie odwrotnie. Efekt klatki Faradaya ogranicza wnikanie ładunku do głębokich zagłębień, więc w tych miejscach powłoka wychodzi cieńsza albo nieciągła. W produkcji wychodzi to od razu na osłonach wentylatorów, kratkach, profilach o wąskich szczelinach. Proszek nie lubi „tuneli”.
Stan podłoża decyduje o przyczepności i trwałości. Rdza, zgorzelina, tlenki, smary obróbkowe, woski transportowe, ślady silikonu po chemii warsztatowej – to typowe powody odspojeń. Różnica bywa widoczna dopiero po kilku miesiącach eksploatacji, kiedy pod powłokę wejdzie wilgoć. Na linii łatwo przeoczyć detal, który był dotykany rękawicą z olejem. Potem wraca reklamacją.
Powierzchnie metalowe jako podstawowy obszar zastosowań
Stal węglowa to najczęstsze podłoże. Proszek trafia na konstrukcje, wsporniki, elementy maszyn, balustrady, obudowy, ramy i detale spawane. Dobrze przygotowana stal daje przewidywalną przyczepność i równą powłokę. W eksploatacji liczy się nie tylko sama farba, ale też to, czy krawędzie zostały złamane i czy spoiny nie mają porów oraz ostrych nadlewek. Na ostrych krawędziach powłoka potrafi „uciec”, mimo że wizualnie wygląda na grubą.
Aluminium też maluje się proszkowo bez problemu, ale wymaga większej dyscypliny w przygotowaniu. Tlenek aluminium tworzy się natychmiast i jest stabilny, a powierzchnia po obróbce często nosi ślady chłodziw i past polerskich. Profile, obudowy, detale gięte i frezowane wychodzą bardzo estetycznie, zwłaszcza w matowych i drobnych strukturach. Widać za to każdą rysę po transporcie między operacjami, bo proszek jej nie „zaleje” tak jak gruba mokra farba.
Stal nierdzewna i kwasoodporna jest trudniejsza adhezyjnie. Sama z siebie nie koroduje w typowy sposób, ale do powłokowania idzie się po estetykę, izolację, kolor albo łatwiejsze utrzymanie czystości. Kluczowe jest tu dobranie systemu przygotowania powierzchni i proszku, bo gładka, pasywna powierzchnia lubi odspojenia na krawędziach i w strefach odkształceń. Na produkcji często widać, że nierdzewka „wybacza” mniej: drobny błąd w odtłuszczaniu wychodzi szybciej niż na czarnej stali.
Żeliwo maluje się proszkowo, ale trzeba brać pod uwagę porowatość i odgazowanie. Materiał potrafi „dmuchnąć” w piecu i zrobić pęcherze albo kratery, szczególnie na odlewach o grubszej ściance i na elementach, które wcześniej pracowały w oleju. Powłoka może wyglądać dobrze po wyjściu z pieca, a po ostygnięciu pojawiają się mikrokraterki. Część zakładów ratuje się wstępnym wygrzewaniem odlewu i bardziej odpornymi systemami, ale nie zawsze da się to zrobić bez kosztów.

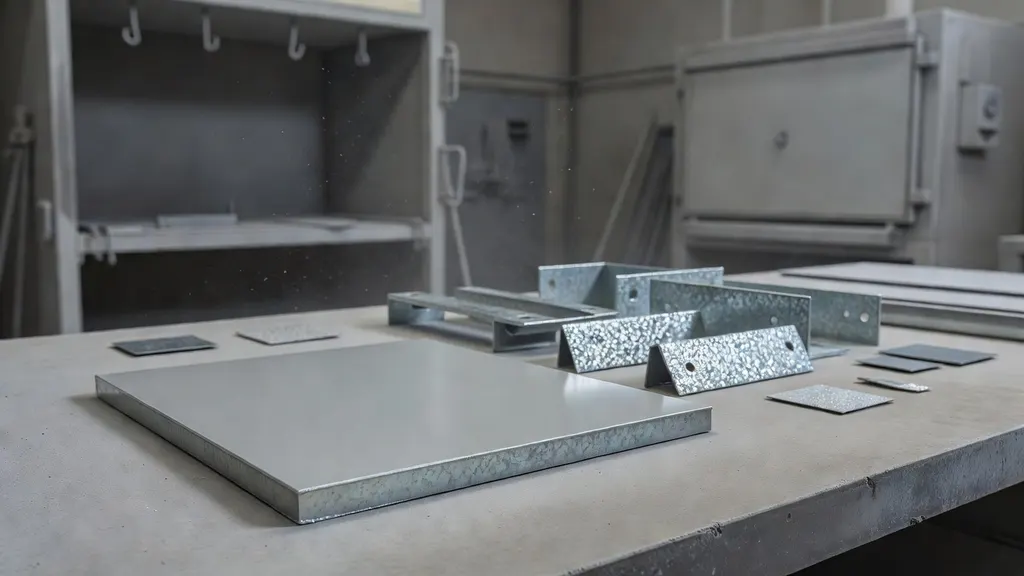
Powierzchnie ocynkowane i systemy duplex
Ocynk jest popularnym podłożem, bo łączy ochronę katodową z barierą powłoki proszkowej. Problem w tym, że cynk ma własną chemię powierzchni i lubi zaskoczyć. Świeży ocynk bywa pokryty pasywacją, nalotami i produktami korozji białej. To nie są drobiazgi kosmetyczne, tylko realne przeszkody dla przyczepności.
Na ocynku najczęściej pojawiają się pęcherze i łuszczenie. Pęcherze potrafią wynikać z odgazowania warstwy cynku w piecu, ale też z zanieczyszczeń, które zostają w mikroporach. Łuszczenie to często mieszanka słabej aktywacji i niekompatybilnego przygotowania. W zakładzie łatwo poznać „trudny” ocynk po tym, że po myciu wodą robi się plamisty i nierównomiernie zwilża powierzchnię.
Sezonowanie i odgazowanie mają sens tam, gdzie ocynk jest świeży albo element ma masywną warstwę cynku z dużą chropowatością. Do tego dochodzi kontrola zanieczyszczeń: pozostałości topników, ślady po cynkowaniu ogniowym, osady z transportu. Brud z placu odkłada się na porowatej powierzchni szybciej niż na stali walcowanej. Jeśli detal leżał na dworze, to samo mycie potrafi nie wystarczyć.
System duplex, czyli ocynk plus proszek, daje wyraźny wzrost odporności korozyjnej, bo łączy dwa mechanizmy ochrony. Dobrze sprawdza się na ogrodzeniach, barierach, elementach infrastruktury, konstrukcjach przy drogach i w otoczeniu chloru z soli odladzających. Warunek jest jeden: powłoka musi być ciągła i dobrze związana z cynkiem. Duplex nie naprawia błędów przygotowania. On je tylko ukrywa na chwilę.
Materiały niemetalowe w malowaniu proszkowym (zastosowania specjalne)
Drewno i płyty MDF
MDF da się malować proszkowo, ale proces wygląda inaczej niż na metalu. Stosuje się proszki niskotemperaturowe i odpowiednią metodę przygotowania ładunku na powierzchni, bo sam materiał nie przewodzi. Kluczowa staje się stabilność płyty w piecu oraz jej jakość: jednorodność, gęstość i brak „miękkich” krawędzi po obróbce.
Ograniczeniem jest temperatura i wilgotność materiału. Zbyt wysoka wilgotność kończy się pęcherzami i wykwitami w trakcie wygrzewania, a przegrzanie potrafi wypaczyć element albo zmienić kolor podłoża, co przebija pod jasnymi proszkami. Na produkcji widać różnicę między płytą świeżo po magazynie a tą, która poleżała w wilgotnej hali. Czasem wystarczy jedna noc.
Najczęściej chodzi o fronty, listwy, elementy wyposażenia wnętrz, detale meblowe i osłony. Proszek daje twardą, równą powierzchnię, ale nie maskuje słabej obróbki krawędzi. Jeśli frez zostawił włókna i przypalenia, to po lakierowaniu będą tylko bardziej widoczne.
Szkło i ceramika
Szkło i ceramika wymagają odporności termicznej i stabilności wymiarowej, bo utwardzanie nadal odbywa się w temperaturach typowych dla proszku. Trzeba też liczyć się z inną rozszerzalnością cieplną niż w przypadku metali, co wpływa na naprężenia w powłoce. Nie każdy proszek i nie każdy cykl pieca to zniesie.
Te podłoża pojawiają się w elementach dekoracyjnych, osłonach i wybranych komponentach użytkowych, gdzie liczy się odporność na ścieranie i chemikalia. Dobrze przygotowana powierzchnia potrafi trzymać powłokę latami, ale każdy ubytek, rysa czy odprysk podłoża pracuje jak punkt startu do dalszych uszkodzeń. Tu nie ma „plastyczności” metalu.
Tworzywa sztuczne o podwyższonej odporności termicznej
Malowanie proszkowe na tworzywach zdarza się na materiałach technicznych odpornych na temperaturę i odkształcenia, takich jak wybrane odmiany PA, PEEK, PPS czy PEI. Lista w praktyce zależy od konkretnego proszku i cyklu pieca. Najważniejsze jest dopasowanie temperatury utwardzania do temperatury ugięcia pod obciążeniem oraz kontroli skurczu.
Ryzyko deformacji jest realne, szczególnie przy cienkościennych obudowach i detalach z żebrami. Tworzywo potrafi „pójść” na wymiarach i nie wrócić. Zdarza się też, że powierzchnia po wygrzaniu zmienia fakturę, a ślady po formie wtryskowej wychodzą mocniej niż przed lakierowaniem. To nie jest proces do bezrefleksyjnego kopiowania z metalu.
Powierzchnie nieodpowiednie oraz typowe ograniczenia procesu
Najprostsza grupa wykluczeń to materiały wrażliwe na temperaturę: niskotopliwe tworzywa, elementy z klejeniami i uszczelnieniami, podzespoły z elektroniką, części z wprasowanymi wkładkami z różnych materiałów. W piecu wychodzą deformacje, przebarwienia i utrata własności, których nie da się cofnąć. Niektóre elastomery twardnieją, inne puszczają złącza.
Drugim problemem są podłoża o niskiej energii powierzchniowej i trudne do aktywacji. Śliskie tworzywa, powierzchnie z silikonami, woskami, antyadhezyjnymi środkami technologii formowania albo z resztkami środków antykorozyjnych potrafią wyglądać na czyste, a proszek i tak się odspaja. W hali często widać to po tym, że detal „odpycha” wodę w myjce. To sygnał, że chemia nie ma się czego złapać.
Zamknięte przestrzenie, profile z zaślepionymi końcami, odlewy z porami i elementy po impregnacji olejami tworzą ryzyko odgazowania. W piecu gazy wychodzą przez powłokę i robią pęcherze albo kratery. Czasem defekt pojawia się dopiero po wygrzaniu drugiej warstwy. Tego nie rozwiąże grubsza aplikacja, bo gazy i tak znajdą drogę.
Bywają sytuacje, gdzie inne wykończenie jest bardziej adekwatne: elementy montowane z wrażliwymi wkładkami, bardzo duże gabaryty bez dostępu do pieca, detale wymagające precyzyjnych tolerancji na grubość powłoki albo powierzchnie pracujące w wysokiej temperaturze, gdzie standardowe proszki tracą kolor i połysk. Proszek jest mocny, ale nie jest uniwersalny.
Przygotowanie powierzchni jako czynnik decydujący o przyczepności i trwałości
Odtłuszczanie to baza, niezależnie od materiału. Oleje, smary, pasty polerskie, środki antykorozyjne i resztki po markerach potrafią przejść przez linię, a wyjść jako „rybie oczka”, kratery albo miejscowe odspojenia. Silikony są szczególnie zdradliwe, bo przenoszą się z elementu na element. Jedna operacja czyszczenia w strefie montażu potrafi rozsiać problem na całą serię.
Obróbka mechaniczna i chemiczna ustawia warunki dla przyczepności: chropowatość, czystość i aktywność powierzchni. Śrutowanie pomaga na stali i żeliwie, ale potrafi nabić zanieczyszczenia, jeśli ścierniwo jest zużyte. Trawienie i aktywacja na aluminium poprawiają zwilżanie i powtarzalność. W praktyce nie chodzi o „mocniejsze” przygotowanie, tylko o takie, które jest stabilne dla danego podłoża i geometrii.
Konwersje i podkłady, takie jak fosforanowanie i rozwiązania równoważne, pracują na granicy metalu i powłoki. Dają lepszą odporność korozyjną, ograniczają podciekanie i stabilizują przyczepność na trudniejszych partiach. To widać szczególnie na elementach pracujących na zewnątrz, gdzie woda i sól wykorzystują najmniejszą nieciągłość.
Wilgoć, pył i czas między przygotowaniem a lakierowaniem mają znaczenie większe, niż się przyznaje w teorii. Element po śrutowaniu potrafi złapać nalot w ciągu dnia, a aluminium po nieprawidłowym płukaniu zostawia zacieki, które wychodzą dopiero po wypaleniu. Na linii często wygrywa prosta zasada: to, co przygotowane, ma trafić do proszku szybko i w czystych warunkach. Inaczej wraca się do początku.
Zastosowania oraz efekty użytkowe malowania proszkowego na różnych podłożach
Najczęściej maluje się konstrukcje stalowe, balustrady, ogrodzenia, felgi, profile aluminiowe, obudowy maszyn, szafy i osłony. W tych grupach proszek daje twardą powłokę i dobrą powtarzalność wizualną, ale nie zastępuje kontroli spoin, ostrych krawędzi i jakości przygotowania. Element spawany, który nie został doczyszczony z odprysków, będzie wyglądał źle nawet pod grubą strukturą.
Właściwości użytkowe zależą od systemu: odporność mechaniczna to nie tylko twardość, ale też elastyczność i odporność na uderzenia. Antykorozyjność wynika z ciągłości powłoki, przygotowania i tego, czy woda ma drogę pod powłokę na krawędzi albo w rysie. Estetyka i stabilność koloru to osobny temat, zwłaszcza na słońcu i w kontakcie z chemią. Jedne proszki lepiej trzymają barwę, inne szybciej kredowieją.
Dobór proszku powinien wynikać ze środowiska pracy elementu, a nie z samego koloru. Epoksydy dobrze znoszą chemię i mają przyczepność, ale nie są do stałej ekspozycji UV. Poliestry i poliuretany lepiej radzą sobie na zewnątrz. Struktury maskują drobne nierówności, ale utrudniają domycie w aplikacjach higienicznych. Powłoka gładka szybciej pokazuje zarysowania i wgniecenia.
Ocena jakości na gotowym wyrobie zaczyna się od wizualnej równomierności: brak zacieków proszku, brak kraterów, brak pęcherzy, równa grubość na krawędziach. Potem wchodzą kryteria użytkowe: przyczepność, odporność na uderzenie, odporność korozyjna w strefach newralgicznych i zachowanie koloru. W produkcji najbardziej boli to, że drobny błąd procesu często wychodzi dopiero po montażu. Dlatego kwalifikacja powierzchni i przygotowanie podłoża są ważniejsze niż sama aplikacja proszku.

