
Zakres usług lakierni proszkowej w praktyce
Rdzeniem oferty jest malowanie proszkowe elementów metalowych: od pojedynczych detali po partie produkcyjne. W praktyce klient kupuje nie sam natrysk, tylko cały ciąg operacji, który ma dać powłokę bez odspojeń, przebarwień i widocznych poprawek. Tu nie da się „nadgonić” na końcu procesu, jeśli wcześniej materiał był źle przygotowany albo detal nie nadawał się do zawieszenia w kabinie.
W wielu lakierniach w pakiecie albo jako usługi uzupełniające wchodzą: przygotowanie powierzchni, maskowanie miejsc niemalowanych, transport w obie strony, pakowanie po utwardzeniu, odbiory jakościowe. Logistyka potrafi zająć więcej czasu niż samo malowanie. Z produkcji widać jedno: najwięcej strat robią detale wożone luzem, bez przekładek i bez osłon na krawędziach.
Obsługa zleceń jednostkowych i seryjnych wygląda inaczej. Jednostki to często renowacje, dopasowanie koloru do już istniejących elementów i dużo ręcznych czynności. Serie wymagają stabilności procesu, powtarzalnych zawieszek, stałych ustawień aplikacji i sensownego planowania zmian koloru. Przy podwykonawstwie liczy się rytm dostaw i fakt, że partia z poniedziałku ma wyglądać tak samo jak partia z piątku.
Najczęściej przez lakiernię przechodzą konstrukcje stalowe, profile aluminiowe, ogrodzenia i bramy, felgi, elementy maszyn, grzejniki panelowe, osprzęt montażowy, obudowy i uchwyty. Każda z tych grup ma inne ryzyka: na felgach widać każdy pyłek i nierówną strukturę, przy konstrukcjach problemem bywa wypływ zanieczyszczeń z profili zamkniętych, a przy grzejnikach liczy się równomierność krycia na lamelach i w narożach.
Przygotowanie powierzchni jako część oferty
Trwałość powłoki proszkowej zaczyna się przed kabiną. Powłoka może wyglądać dobrze po wyjęciu z pieca, a po kilku tygodniach zacząć się punktowo odspajać, jeśli na metalu zostały oleje technologiczne, silikony, naloty korozyjne albo resztki chłodziw. Estetyka też jest bezlitosna: zanieczyszczenia pod proszkiem potrafią wyjść jako kraterki, rybie oczka lub miejscowe matowienie.
W ofercie lakierni spotyka się oczyszczanie mechaniczne i chemiczne. Mechaniczne to szczotkowanie, szlifowanie, obróbka strumieniowo-ścierna. Chemiczne obejmuje odtłuszczanie, mycie wstępne i właściwe, czasem trawienie, a przy aluminium procesy podkładowe zwiększające przyczepność. Dobór metody zależy od materiału, stopnia korozji, typu wcześniejszych powłok i tego, czy detal jest nowy z produkcji, czy wraca z eksploatacji.
Odtłuszczanie musi poradzić sobie z olejami, smarami, pastami polerskimi, środkami antykorozyjnymi i pozostałościami po obróbce skrawaniem. Na hali często widać, że problem zaczyna się jeszcze przed lakiernią: detale dotykane gołymi rękami po myciu albo składowane obok stanowisk spawalniczych łapią pył i odpryski, które potem wchodzą w powłokę.
Przy renowacjach dochodzi temat starych powłok. Część farb proszkowych da się usunąć obróbką strumieniową, część wymaga zdzierania mechanicznego, a powłoki wielowarstwowe bywają uparte i podnoszą koszt przygotowania. Przy nowych detalach najwięcej zależy od tego, czy element wyszedł z produkcji czysty i suchy, czy nosi ślady chłodziwa i rdzy nalotowej po magazynie.
Obróbka strumieniowo-ścierna w lakierni
Piaskowanie i inne odmiany obróbki strumieniowo-ściernej to mocny punkt wielu lakierni, bo pozwalają szybko zdjąć rdzę, zgorzelinę, stary lakier i zanieczyszczenia, których chemia nie ruszy. Dobrze wykonane czyszczenie daje jednolite podłoże i stabilną bazę pod proszek. Źle wykonane zostawia pasy, miejscowe przegrzania krawędzi albo wprasowane zabrudzenia.
Ważny efekt uboczny to chropowatość. Powierzchnia po obróbce ma większą powierzchnię właściwą i daje lepsze zakotwienie powłoki, ale zbyt agresywne ścierniwo potrafi zostawić profil, który będzie „przebijał” przez cienką warstwę farby. Na elementach dekoracyjnych widać to od razu, zwłaszcza przy półmacie.
Piaskowanie bywa wymagane przy silnej korozji, po cięciu termicznym, na detalach z twardą zgorzeliną po spawaniu albo po wieloletniej eksploatacji na zewnątrz. Tam, gdzie metal jest świeży, a zanieczyszczenia ograniczają się do oleju i pyłu z obróbki, wystarcza poprawne mycie i odtłuszczenie. W produkcji seryjnej często wygrywa prostota: mniej etapów, mniej dotykania detalu, mniejsze ryzyko przypadkowych uszkodzeń przed kabiną.

Proces lakierowania proszkowego i stosowane technologie
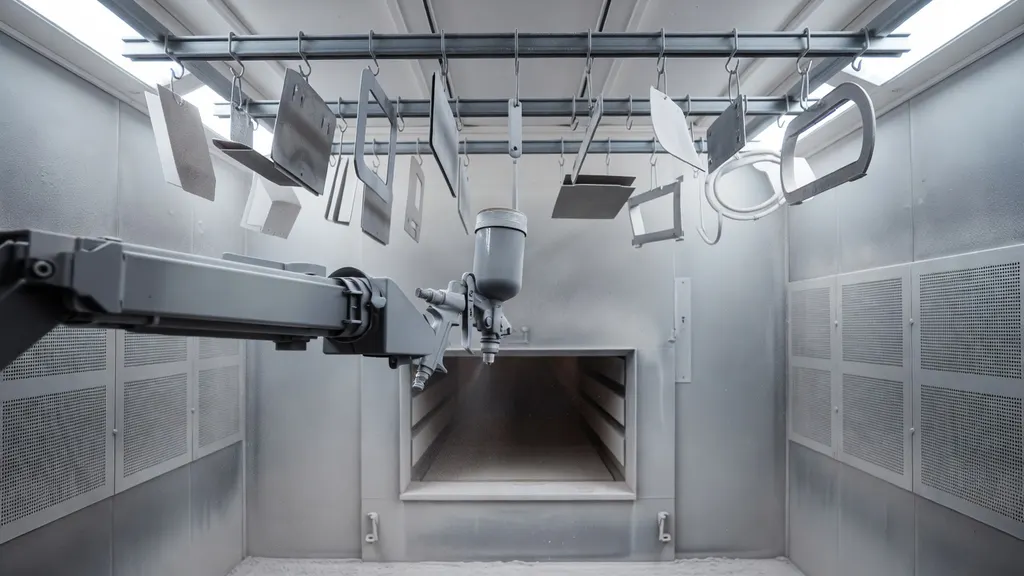
Sama aplikacja polega na natrysku farby proszkowej na uziemiony detal. Proszek leci z pistoletu, przykleja się elektrostatycznie i tworzy równą warstwę, którą później utrwala się w piecu. Brzmi prosto, ale diabeł siedzi w detalach: geometria elementu, rozmieszczenie zawieszek, odległość i kąt prowadzenia pistoletu, warunki w kabinie i czystość powietrza.
Elektrostatyka pomaga w równomiernym pokryciu, ale ma ograniczenia. Efekt klatki Faradaya utrudnia domalowanie głębokich wnęk, ostrych narożników i kieszeni. W takich miejscach warstwa potrafi być cieńsza albo niestabilna, jeśli aplikacja jest prowadzona zbyt „mocno” i proszek odbija się od krawędzi. Na hali widać to po jednym przejeździe: płaskie powierzchnie są kryte, a w środku profilu zostaje goły metal.
Kabiny lakiernicze bywają ręczne albo automatyczne. Ręczna daje elastyczność przy zmiennym asortymencie i krótkich seriach. Automatyczna linia z aplikatorami, transporterem i odzyskiem proszku ma sens tam, gdzie liczy się przepustowość i stała powtarzalność. Parametry procesu nie są ozdobą w papierach. Zmiana wilgotności, zabrudzony filtr, słabsze uziemienie zawieszki czy różnica w temperaturze detalu potrafią zmienić wygląd powierzchni bez zmiany farby.
Po aplikacji detal trafia do pieca na polimeryzację. Tu krytyczne są temperatura metalu i czas wygrzewania, nie tylko ustawienie sterownika. Grube elementy dogrzewają się wolniej niż cienkie blachy, a profile zamknięte potrafią trzymać temperaturę dłużej. Przegrzanie skutkuje przebarwieniami i spadkiem połysku, niedogrzanie daje miękką powłokę i słabszą odporność na zarysowania. W produkcji seryjnej najczęściej wychodzi to na montażu, gdy powłoka „łapie” rysy od samego odkładania na stół.
Park maszynowy a możliwości realizacji
Pistolet proszkowy i zasilacz wysokiego napięcia pozwalają sterować kluczowymi parametrami aplikacji, co ma znaczenie przy wnękach, krawędziach i detalach o dużej powierzchni. Do tego dochodzą systemy podawania proszku, sita i układy odzysku. Jeśli proszek jest zawilgocony albo zanieczyszczony, zaczynają się grudki i „pieprz” na powłoce. Tego nie da się zamaskować polerowaniem.
Piece do polimeryzacji narzucają realne ograniczenia gabarytów. Nawet jeśli kabina pomieści duży element, piec może go nie przyjąć albo nie zapewni równomiernego dogrzania. W usługach często pada temat masy detalu, bo zawieszki i wózki mają swoje limity, a przeciążony transport w piecu kończy się przekoszeniem i ocieraniem świeżej powłoki.
Automatyzacja daje powtarzalność przy seriach, ale wymaga stabilnego wsadu. Wystarczy, że klient zmieni otwory technologiczne do zawieszenia albo dośle detale z inną geometrią, a ustawienia aplikacji przestają pasować. Wtedy wraca ręka lakiernika i korekty na bieżąco.
Materiały i podłoża przyjmowane do malowania
Najczęściej maluje się stal czarną, aluminium i elementy ocynkowane. Każde z tych podłoży wymaga innego podejścia. Stal po spawaniu i cięciu ma zgorzeliny i naloty, aluminium szybko łapie tlenki i bywa wrażliwe na agresywną chemię, a ocynk potrafi sprawić kłopot, jeśli warstwa jest porowata albo ma wykwity. Sam fakt, że element jest „ocynkowany”, nie rozwiązuje tematu przygotowania pod malowanie.
Dobór technologii zależy od tego, czy detal pracuje wewnątrz, na zewnątrz, w kontakcie z solą, olejami lub ścieraniem. W budownictwie ważna jest odporność na warunki atmosferyczne i stabilność koloru, w przemyśle liczy się odporność mechaniczna i chemiczna, a w motoryzacji dochodzi estetyka i wrażliwość na odpryski. Różne wymagania kończą się różnymi proszkami i różną grubością powłoki.
Ograniczenia dotyczą też konstrukcji. Ostro zakończone krawędzie są trudne do równomiernego krycia, a cienkie elementy potrafią się odkształcić w temperaturze polimeryzacji. Profile zamknięte z resztkami oleju lub wilgoci potrafią „odgazować” w piecu i zrobić pęcherze. Na produkcji takie bąble pojawiają się seryjnie na tej samej partii, bo źródło problemu siedzi w obróbce wcześniejszej, nie w samej farbie.
Farby, kolory i wykończenia dostępne w lakierni proszkowej
Standardem są kolory z palety RAL, ale termin realizacji zależy od tego, czy dany proszek jest na stanie i czy lakiernia ma zaplanowaną zmianę koloru. Przy krótkich seriach czasem więcej schodzi na czyszczenie układu podawania i kabiny niż na samo malowanie. Jeśli w tygodniu ma wejść kilka kontrastowych kolorów, planowanie staje się tak samo ważne jak parametry pieca.
Wykończenie to nie tylko mat i połysk. Dochodzą półmaty, struktury drobne i grube, efekty metaliczne i mieszane systemy dwuwarstwowe. Struktura potrafi ukryć drobne nierówności spoin i ślady po obróbce, ale nie przykryje poważnych wad przygotowania. Na gładkim połysku każdy defekt wyjdzie szybciej, zwłaszcza na dużych płaszczyznach ogrodzeń i paneli.
Dobór farby powinien wynikać z warunków pracy detalu. Proszki do wnętrz nie muszą mieć tej samej odporności na UV co powłoki zewnętrzne, a środowisko agresywne wymaga systemu, który trzyma się na krawędziach i nie kredowieje. Różnice w trwałości wynikają też z jakości samego proszku i stabilności produkcji farby. W praktyce najwięcej reklamacji rodzi się na styku: źle dobrany system do środowiska i zbyt cienka warstwa na ostrych krawędziach.
Wymagania jakościowe i standardy powłok
Od powłoki oczekuje się odporności na korozję, uderzenia i ścieranie, ale te cechy nie biorą się z deklaracji na etykiecie. Liczy się przygotowanie podłoża, kompletność pokrycia i prawidłowe utwardzenie. Jeśli element ma pracować na zewnątrz, wymagania dotyczą też stabilności koloru i połysku w czasie. W projektach B2B często pojawiają się odniesienia do wewnętrznych standardów odbioru, wymagań dla zastosowań architektonicznych lub warstw systemowych. To wpływa na dobór proszku i sposób kontroli.
W zleceniach seryjnych dochodzi temat powtarzalności koloru i grubości. Zmiany partii farby, różna temperatura detalu przy wejściu do pieca albo inne zawieszenie potrafią zrobić widoczną różnicę między partiami. Na montażu takie rozjazdy widać na elementach stojących obok siebie, nawet jeśli każdy z osobna „przechodzi” odbiór.
Kontrola jakości, odbiór i odpowiedzialność za rezultat
Kontrola jakości zaczyna się od parametrów procesu: temperatury, czasu i stabilności aplikacji. Lakiernia, która prowadzi zapis nastaw i warunków wygrzewania, szybciej znajduje przyczynę wad i szybciej wraca do stabilnej produkcji. Bez tego zostaje zgadywanie i kosztowne poprawki.
Odbiór wizualny obejmuje takie wady jak zacieki, skórka pomarańczy, pyłki, kraterki, niedomalowania i przebicia na krawędziach. Część z nich wynika z geometrii i elektrostatyki, część z brudu i wilgoci, a część z pośpiechu przy zmianie koloru. W praktyce drobny pyłek na konstrukcji przemysłowej przejdzie, a ten sam pyłek na felgach wraca jako reklamacja.
Grubość powłoki mierzy się miernikami magnetycznymi lub elektromagnetycznymi, a przyczepność sprawdza się metodami uzależnionymi od wymagań zlecenia. Ważne są ustalenia na etapie wyceny: czy detale mają mieć powłokę jednowarstwową, czy system z podkładem, jak wygląda zakres akceptacji wizualnej i czy klient wymaga dokumentowania pomiarów. Bez spisania wymagań łatwo o spór, bo każda strona rozumie „dobrą powłokę” inaczej.

Warunki realizacji usług: gabaryty, logistyka, terminy, koszty
Gabaryty i masa detalu to pierwsze sito. Ogranicza je nie tylko kabina, ale też piec i transport wewnętrzny. Długie elementy wymagają stabilnych zawieszek, a ciężkie konstrukcje obciążają wieszaki i wózki. Jeśli detal trzeba układać inaczej niż przewidziano, rośnie ryzyko dotknięcia świeżej warstwy i uszkodzeń na krawędziach.
Podział prac między klienta i lakiernię powinien być jasny: kto odpowiada za zaślepienia otworów, maskowanie gwintów, usunięcie silikonów montażowych, przygotowanie haków transportowych. Na produkcji często wychodzi, że gwint bez maskowania jest „do odratowania”, ale dopiero po stracie czasu na ręczne czyszczenie. To są koszty, tylko nie zawsze wpisane w pierwszą wycenę.
Po malowaniu liczy się zabezpieczenie. Ciepła powłoka jest wrażliwa, a elementy złożone w stos bez przekładek potrafią się odcisnąć. Transport firmowy i odbiór własny mają inne ryzyka: w busie łatwo o tarcie, na palecie łatwo o punktowe uderzenia pasem. Widziane z hali: najwięcej odprysków robią nie widły wózka, tylko źle dobrane przekładki i za ciasne spinanie.
Cena zależy od przygotowania powierzchni, wielkości serii, koloru i planowania zmian, stopnia skomplikowania geometrii, wymagań jakościowych i sposobu pakowania. Drobne detale w dużej ilości potrafią kosztować więcej robocizny niż jeden duży element, bo liczy się wieszanie, zdejmowanie i kontrola. Terminowość w B2B opiera się na harmonogramach i powtarzalności dostaw, a nie na jednorazowym „szybkim zrobieniu”.
Aspekty środowiskowe i bezpieczeństwo w lakierni proszkowej
Proces proszkowy ma niską emisję rozpuszczalników w porównaniu do metod mokrych, bo nie opiera się na klasycznych rozcieńczalnikach. Nie znaczy to braku wymagań środowiskowych. Proszek, ścierniwo i odpady z czyszczenia trzeba zbierać, segregować i przekazywać zgodnie z zasadami zakładowymi. Odpady z obróbki strumieniowej i mycia potrafią być bardziej problematyczne niż sam nadmiar proszku z kabiny.
Przy natrysku istotne są pyły, uziemienie, wentylacja i dobra organizacja stanowiska. W piecu dochodzą wysokie temperatury i ryzyko poparzeń przy manipulacji wsadem. Pracownicy muszą pracować zgodnie z procedurami, a goście i podwykonawcy poruszać się po wyznaczonych strefach. W zakładach nastawionych na współpracę B2B spotyka się wymagania dotyczące zgodności z wewnętrznymi standardami bezpieczeństwa, identyfikacji partii i zasad odbioru. To wpływa na to, jak lakiernia planuje produkcję i dokumentuje proces.

