
Charakterystyka dwóch metod wykańczania powierzchni
Malowanie proszkowe i malowanie tradycyjne na mokro rozwiązują ten sam problem: zabezpieczenie i wykończenie powierzchni. Różnią się jednak sposobem dostarczenia materiału powłokowego i tym, co dzieje się z nim po nałożeniu. W proszku do detalu trafia suchy materiał, który po wygrzaniu tworzy ciągłą warstwę. W metodzie mokrej na powierzchni ląduje ciecz, a powłoka powstaje przez odparowanie wody lub rozpuszczalników oraz reakcje utwardzania zależne od systemu.
Na poziomie idei proces proszkowy opiera się na elektrostatyce i piecu. Proszek jest ładowany, detal uziemiony, a potem całość trafia do wygrzewania, gdzie następuje stopienie i sieciowanie. W metodzie mokrej kluczowe są lepkość, rozlewność, czas otwarty i warunki schnięcia. To inna logika pracy: w proszku dużo rozstrzyga etap przygotowania i stabilność pieca, a w mokrym liczy się kontrola aplikacji i środowiska podczas odparowania.
W produkcji seryjnej dominują linie proszkowe: ogrodzenia, profile, meble metalowe, felgi, obudowy maszyn i urządzeń. Malowanie na mokro nadal trzyma się tam, gdzie wchodzą duże gabaryty, prace remontowe, konstrukcje na obiekcie, elementy czułe na temperaturę oraz sytuacje wymagające szybkiej naprawy punktowej bez rozbierania całego wyrobu.
Technologia procesu i wymagania sprzętowe
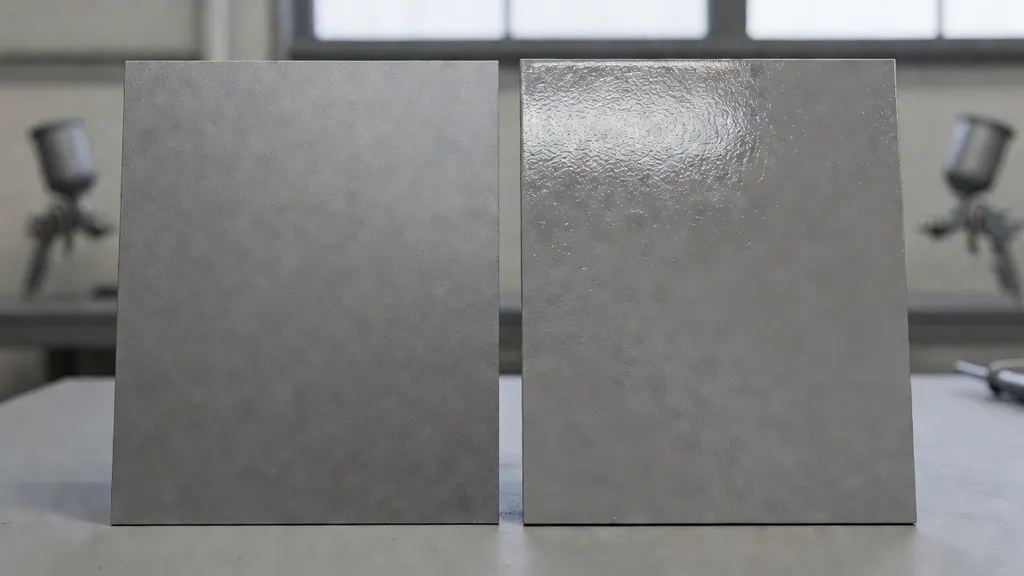
W proszku najpierw pojawia się aplikacja elektrostatyczna pistoletem w kabinie, potem wygrzewanie w piecu i chłodzenie. Temperatura i czas w piecu zależą od systemu proszkowego oraz masy detalu; kontrola tej części procesu ma realne przełożenie na twardość i odporność chemiczną warstwy. W warsztacie widać to od razu: ta sama farba, ten sam kolor, a inna „szklistość” i podatność na rysy, gdy piec pracuje poza założeniami.
Metoda mokra jest mniej zależna od jednego, drogiego elementu infrastruktury, ale bardziej wrażliwa na parametry aplikacji. Natrysk wymaga sprawnej filtracji i odciągu, pędzel i wałek wybaczają więcej, lecz trudniej nimi uzyskać równą powłokę na skomplikowanych kształtach. Schnięcie może być powietrzne albo wymuszone, a utwardzanie zależy od rodzaju farby: od systemów szybkoschnących po powłoki, które stabilizują się przez wiele godzin.
Temperatura otoczenia i wentylacja działają na obie technologie, ale w różny sposób. Proszek potrzebuje stabilnej pracy kabiny i czystości powietrza, bo pył z otoczenia potrafi się wbić w warstwę i „wyjść” po wygrzaniu. Przy mokrym większym problemem jest zbyt wolne odparowanie, kondensacja wilgoci i zaciąganie zanieczyszczeń na świeżą powierzchnię. Zdarza się, że detal wygląda dobrze przy wyjściu z kabiny, a po godzinie widać mapy, matowienie albo drobne kraterki.
Geometria detalu ogranicza równomierność powłoki w obu metodach. Proszek ma swoje zjawisko „klatki Faradaya”: wewnętrzne naroża, głębokie kieszenie i szczeliny potrafią przyjąć mniej materiału. W mokrym problemem bywa spływanie na pionach, gromadzenie farby przy krawędziach i cienie natrysku. Im bardziej skomplikowany wyrób, tym bardziej proces zaczyna przypominać kompromis między dostępnością powierzchni a oczekiwaną jakością.
Materiały powłokowe i przygotowanie podłoża
Proszki to mieszanki żywic, pigmentów i dodatków, które po wygrzaniu tworzą warstwę termoutwardzalną lub termoplastyczną. W malowaniu na mokro spotyka się systemy rozpuszczalnikowe i wodorozcieńczalne, jedno- i dwuskładnikowe, a także rozwiązania oparte na różnych żywicach, dobierane pod odporność chemiczną i warunki pracy. W praktyce dobór materiału to nie tylko kolor i połysk, ale też tolerancja na warunki aplikacji oraz wrażliwość na przygotowanie podłoża.
Stan powierzchni decyduje o adhezji. Odtłuszczanie musi usuwać oleje technologiczne, smary montażowe i pozostałości po obróbce, bo nawet cienka warstwa zanieczyszczeń potrafi odciąć powłokę od metalu. Korozja i tlenki też robią swoje: farba „trzyma się” rdzy do pierwszego uderzenia albo do pierwszej zimy z solą. To jeden z tych obszarów, gdzie nie da się przeskoczyć fizyki.
Obróbka wstępna typu fosforanowanie albo pasywacja mocno stabilizuje trwałość, szczególnie na stali i aluminium. Daje lepszą bazę pod przyczepność i poprawia odporność korozyjną, zwłaszcza w strefach krawędziowych i na spoinach. W liniach proszkowych jest to często standard, ale w pracach jednostkowych bywa pomijane, a potem pojawiają się odspojenia w miejscach, które „zawsze wychodzą pierwsze”.
Najczęstsze błędy przygotowania powtarzają się niezależnie od metody: niedomyte odtłuszczanie, nieusunięty pył po szlifowaniu, pozostawiona rdza w porach, słabo spłukana chemia po myciu. W proszku dochodzi jeszcze problem uwięzionych zanieczyszczeń i gazów, które przy wygrzewaniu potrafią zrobić pęcherze lub kratery. Przy mokrym częściej widać słabą przyczepność międzywarstwową, gdy przekroczono czas na nakładanie kolejnej warstwy albo powierzchnia zdążyła się zakurzyć.
Właściwości użytkowe powłok: trwałość i odporność
Odporność mechaniczna i eksploatacyjna
Powłoki proszkowe często budują warstwę o grubości rzędu 60–120 mikrometrów w jednym przejściu, co pomaga w uzyskaniu zwartej, równej bariery. Daje to dobrą odporność na ścieranie i uderzenia, o ile detal był dobrze przygotowany, a wygrzewanie było pełne. W metodzie mokrej grubość i własności zależą od systemu, liczby warstw i tego, czy farba zdążyła się poprawnie utwardzić. Dwuskładniki potrafią być bardzo twarde, ale są bardziej wrażliwe na proporcje i czas życia mieszanki.
Krawędzie i naroża są punktem zapalnym. Proszek ma tendencję do „uciekania” z ostrych krawędzi, a mokre powłoki często zbierają się na nich albo odsłaniają metal po lekkim przetarciu, jeśli krawędź była ostra i źle obrobiona. W produkcji widać prostą zależność: zaokrąglenie krawędzi i sensowne zeszlifowanie spoin robią więcej dla trwałości niż dokładanie kolejnych mikrometrów farby.
Odporność korozyjna i chemiczna
W wilgoci, w strefie z solą i na zewnątrz decyduje szczelność powłoki, jakość podłoża i system: podkład, warstwa wierzchnia, obróbka chemiczna. Proszek dobrze się sprawdza jako bariera, ale mikrouszkodzenia od kamieni albo montażu potrafią uruchomić korozję podpowłokową, gdy adhezja była słaba. W mokrym duże znaczenie ma dobór podkładu antykorozyjnego i kompatybilność warstw. Jedna niepasująca kombinacja potrafi skończyć się odspajaniem płatami.
Odporność na środki czyszczące, oleje i chemikalia nie jest przypisana wyłącznie do metody, tylko do konkretnego systemu. Epoksydy dobrze znoszą wiele substancji, ale na zewnątrz szybciej kredowieją pod UV. Poliestry i poliuretany są częstym wyborem w warstwie nawierzchniowej ze względu na stabilność koloru. W warsztacie da się to poznać po latach: ta sama konstrukcja, różne elementy, a tylko te z innym systemem zaczynają matowieć i łapać przebarwienia.
Żywotność skracają trzy rzeczy: porowatość, mikropęknięcia i słaba przyczepność. Porowatość może wynikać z gazowania podłoża, zbyt grubej warstwy lub problemów z aplikacją. Mikropęknięcia pojawiają się po uderzeniach i pracy materiału. Słaba adhezja jest najczęściej efektem przygotowania, a nie samej farby. To się nie „naprawi” samym zwiększeniem grubości.

Estetyka i możliwości wykończenia
Obie metody dają szeroki wybór wykończeń: połysk, półmat, mat, struktury, metaliki, efekty dekoracyjne. Proszek jest mocny w powtarzalności koloru i struktury przy seryjnych partiach, gdy linia jest stabilna i proszek z tej samej partii. W mokrym łatwiej o lokalne dopasowanie odcienia w naprawie, ale trudniej utrzymać identyczny wygląd na dużej serii, jeśli warunki w kabinie i parametry natrysku pływają.
Równomierność krycia to temat, który wraca przy jasnych kolorach i na skomplikowanych kształtach. Metoda mokra niesie ryzyko zacieków, szczególnie na pionach i w strefach, gdzie operator „dobija” krycie. Jedno za wolne przejście i farba zaczyna pracować grawitacją. Proszek nie robi zacieków w tym sensie, ale potrafi tworzyć miejscowe przegęszczenia i nierówności, jeśli ustawienia pistoletu są agresywne, a detal ma dużo krawędzi.
Grubość warstwy wpływa na wygląd bardziej, niż się zakłada. Za gruba powłoka proszkowa potrafi dać wyraźną pomarańczową skórkę, a na drobnych detalach gubi ostrość przetłoczeń. W mokrym grubość ma związek z rozlewnością i ryzykiem zamknięcia rozpuszczalników, co kończy się marszczeniem albo późniejszym matowieniem. Cienka, równa warstwa często wygląda lepiej niż „pancerna” powłoka na siłę.
Stan detalu wychodzi bezlitośnie po malowaniu. Spawy z nieobrobioną falą, rysy po tarczy, przebarwienia po przegrzaniu i ostre krawędzie nie znikają pod farbą, tylko zmieniają charakter. Proszek potrafi je nieco zmiękczyć, ale nie wyrówna spoiny. W mokrym da się więcej zatuszować podkładem i szlifem międzywarstwowym, kosztem czasu i robocizny.
Ekologia, bezpieczeństwo i warunki pracy
Różnica środowiskowa często wynika z obecności rozpuszczalników. Proszek nie wnosi LZO z samego materiału, ale wymaga energii do wygrzewania. W metodzie mokrej emisje zależą od chemii: systemy wodorozcieńczalne ograniczają rozpuszczalniki, a rozpuszczalnikowe obciążają wentylację i organizację pracy. To nie jest temat do deklaracji, tylko do policzenia w konkretnym zakładzie.
Odzysk proszku z kabiny ma realne znaczenie kosztowe i porządkowe. Da się zawracać nadmiar materiału przy zachowaniu reżimu czystości i kontroli zanieczyszczeń, co ogranicza straty. Przy mokrym nadmiar farby z natrysku trafia do filtrów i odpadów, a czyszczenie sprzętu generuje ścieki lub odpady po rozpuszczalnikach. Na hali widać różnicę: w proszku walczy się z pyłem, w mokrym z mgłą lakierniczą i brudem z mycia.
Bezpieczeństwo pracy ma inne akcenty. Proszek pyli i wymaga dobrej filtracji oraz pilnowania ładunków elektrostatycznych, bo drobny pył w powietrzu to materiał do mieszanin niebezpiecznych. W mokrym rośnie znaczenie wentylacji, ochrony dróg oddechowych i kontroli atmosfery pod kątem palności, szczególnie przy rozpuszczalnikach. Dokumentacja stanowiskowa i zasady BHP muszą wynikać z technologii i użytych materiałów, nie z przyzwyczajenia.
Organizacja stanowiska w proszku opiera się na kabinie, filtrach, uziemieniu, logistyce wieszaków i czystości zawieszek. W mokrym dochodzi gospodarka rozcieńczalnikami, myjkami, filtrami, a także kontrola pyłu w strefie schnięcia. Niby drobiazgi, ale gdy zaczyna brakować miejsca na odkładanie detali do wyschnięcia, tempo produkcji spada natychmiast.
Ekonomika, czas realizacji i dopasowanie do zastosowań
Koszty bezpośrednie i pośrednie
W proszku duża część kosztu siedzi w infrastrukturze: kabina, piec, transport detali, przygotowanie chemiczne. Materiał potrafi być konkurencyjny dzięki odzyskowi, ale energia pieca i utrzymanie linii są stałym obciążeniem. W metodzie mokrej próg wejścia jest niższy, lecz koszty rosną na robociźnie, maskowaniu, poprawkach i czasie schnięcia. Do tego dochodzą rozcieńczalniki, filtry i utylizacja odpadów.
Opłacalność zależy od wolumenu. Serie lub powtarzalne detale dobrze znoszą proszek, bo czas na przezbrojenia i stabilizację procesu rozkłada się na sztuki. Jednostki i krótkie partie częściej idą w mokre, zwłaszcza gdy kolor zmienia się co chwilę albo detal wymaga prac przygotowawczych, które i tak trzeba wykonać ręcznie. Poprawki są osobnym kosztem: proszek wymaga często ponownego wygrzewania lub pełnego przemalowania, a w mokrym da się zrobić miejscową korektę bez uruchamiania całej logistyki pieca.
Czas realizacji i logistyka procesu
Czas cyklu w proszku jest klarowny: aplikacja, wygrzewanie, chłodzenie, pakowanie. Jeśli piec ma przepustowość, detale wychodzą szybko i w dużej powtarzalności. Wąskim gardłem bywa sam piec albo wieszaki, które trzeba czyścić z narostów, bo inaczej zaczynają się problemy z uziemieniem i defektami na krawędziach zawieszeń. To częsty punkt zapalny na produkcji.
W mokrym cykl jest mocno zależny od schnięcia. Detal może być suchy w dotyku po kilkudziesięciu minutach, ale pełne utwardzenie trwa dłużej i wpływa na odporność mechaniczną. Logistyka suszarni i miejsca odkładczego potrafi być ważniejsza niż sama kabina. Gdy brakuje przestrzeni, rośnie ryzyko uszkodzeń świeżej powłoki przy przenoszeniu.
Typowe ograniczenia i przykładowe zastosowania
Proszek przegrywa tam, gdzie detal nie może wejść w temperatury wygrzewania albo jest zbyt duży na piec. Kłopotem są też konstrukcje montowane na stałe w obiekcie, gdzie nie ma warunków na kabinę i piec. Za to na stalowych i aluminiowych elementach seryjnych proszek daje solidny balans między trwałością a powtarzalnością: ogrodzenia, balustrady, meble metalowe, obudowy, elementy maszyn, felgi.
Metoda mokra ma mocną stronę w naprawach i renowacjach. Da się odtworzyć powłokę miejscowo, pracować na dużych konstrukcjach w terenie i dobierać system warstw pod konkretne warunki korozyjne. W praktyce to często wybór tam, gdzie liczy się elastyczność procesu, a nie maksymalna powtarzalność linii. Drobne detale dekoracyjne też często trafiają w mokre, gdy liczy się specyficzny efekt i praca „na sztuki”.
Wybór technologii nie powinien pomijać tego, co dzieje się po malowaniu: montaż, transport, kontakt z chemią, ekspozycja na słońce, mycie. Powłoka dobrze wygląda w kabinie, a potem przechodzi przez realną eksploatację. Tam wychodzą różnice w przygotowaniu podłoża, w systemie warstw i w stabilności procesu.

